Are you searching for a reliable bulk loading manufacturer? Look no further. We are the leading manufacturer of bulk loading machines for cement machinery and...
The dust collector project at Hubei Lingfeng Cement Co., Ltd., executed by our company Darko, aims to enhance air quality and reduce emissions. By implementing...
Baghouse Dust Collector project Nantong Darko Building Materials Machinery won the bid for Huaxin’s dust collector equipment. This is for the 100 million tons machine-made...
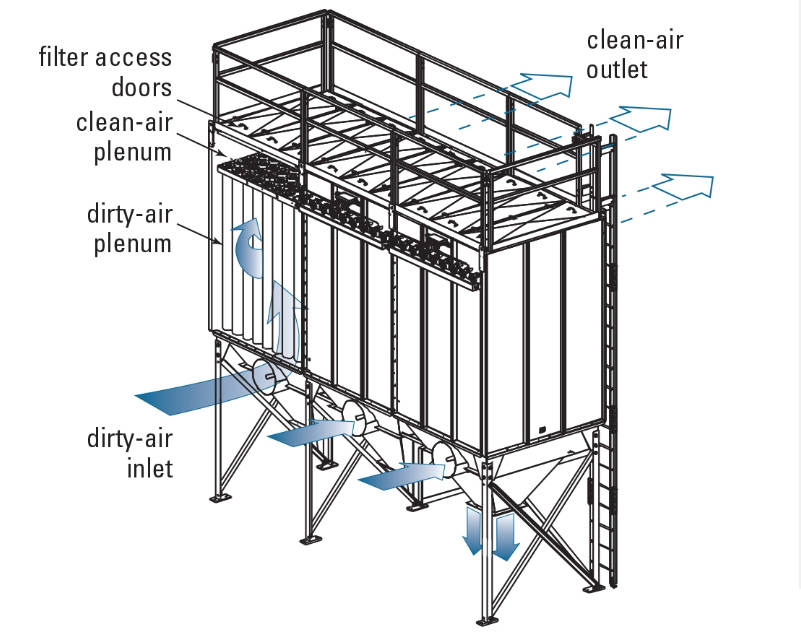
Importance of Dust Collection Systems In nearly every industrial facility, Baghouse Dust Collectors play a crucial role in maintaining air quality. These systems significantly impact...
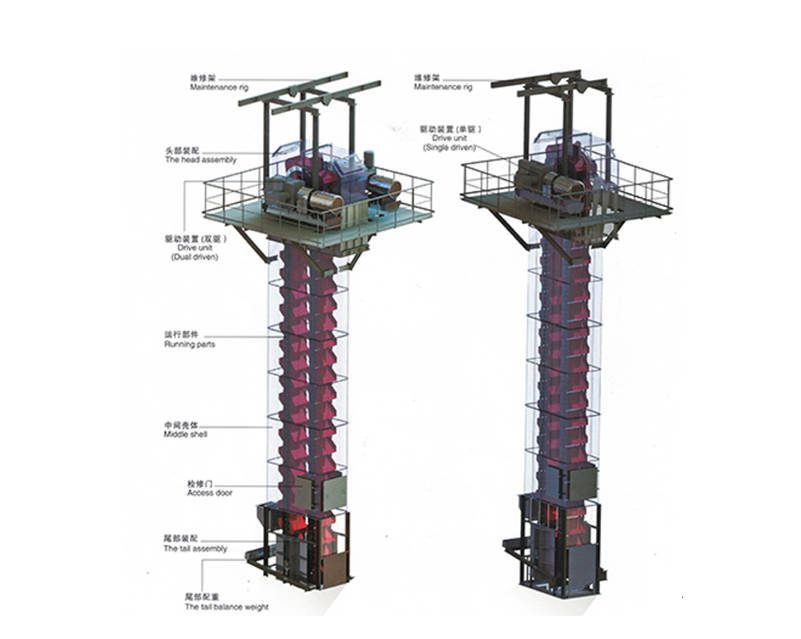
Overview The NE/NSE Plate Chain Bucket Elevator serves as essential equipment for the vertical conveying of granular materials. This elevator is designed to efficiently transport...
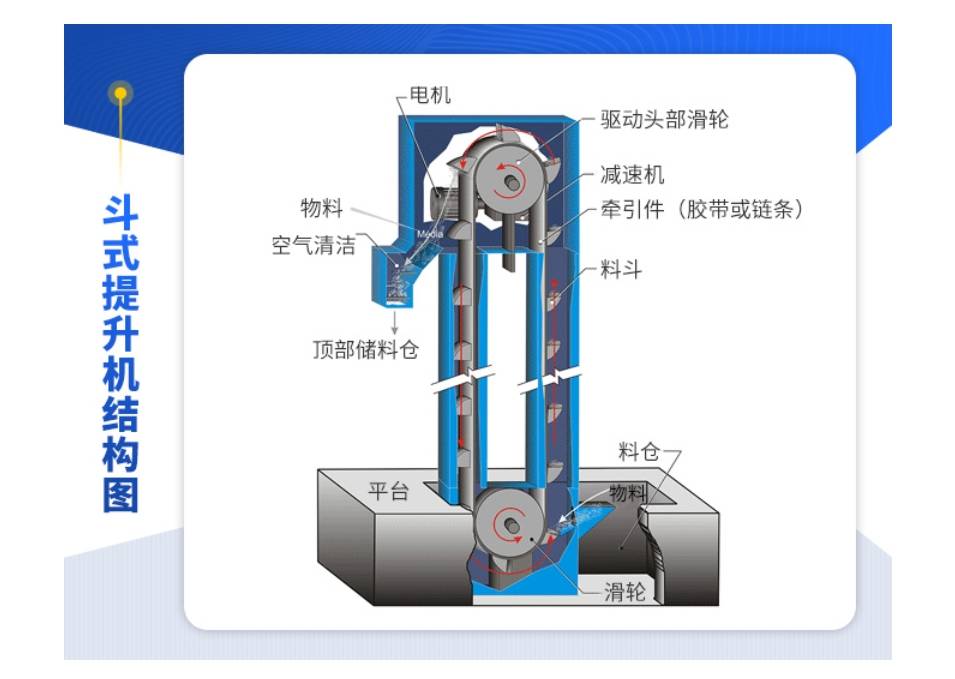
When choosing a bucket elevator,every factor is crucial. Overlooking any aspect during the selection process can lead to various problems. How can you navigate these...
Overview The N-TGD wire rope belt bucket elevator is designed for efficiently transporting dry bulk materials vertically. Utilizing an anti-tear steel wire rope core conveyor...
Introduction Traditional material conveying often faces high energy use, material dispersion, and waste. Consequently, these issues strain the Earth’s resources. In contrast, bucket elevators effectively...
Understanding Sales Tactics With our extensive industry experience, we recognize the tactics some sales representatives use regarding baghouse dust collectors. Often, they prioritize their interests...
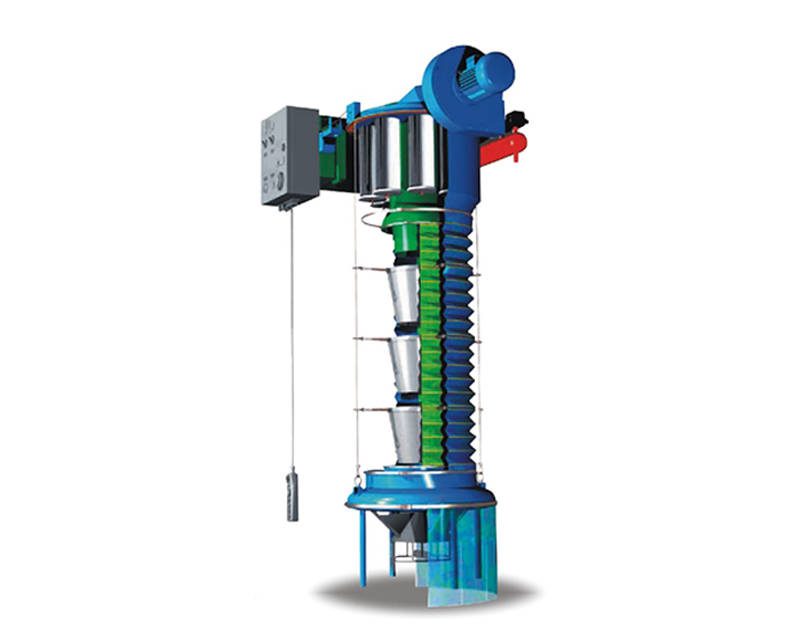
Introduction to the Bottom-Discharge Bulk Loader The bottom-discharge bulk loader (SZ-I model) plays a crucial role in bulk handling at storage facilities. It loads and...