Powder silos are crucial facilities in industrial enterprises. They are responsible for the homogenization, storage, and balancing of production materials. These silos come in different...
Reversible conveyors primarily address the need to transport materials in both forward and reverse directions. They are widely used for short-distance transport. However, when the...
Raw material vertical mills are key grinding equipment in cement production. Their operational stability directly impacts production efficiency and product quality. However, many enterprises often...
In industrial production, the lifespan and replacement frequency of dust collector bags are crucial for efficient operation. First, you must understand when to replace these...
In 2022, a cement plant initiated a project to renovate its bucket elevator discharge chutes. They entrusted Nantong Darko Building Materials Machinery Co., Ltd. with...
The stainless steel bag dust collector is an advanced type of bag dust collector, distinguished from traditional iron models by its unique material. Thanks to...
Butterfly valves play a crucial role in controlling the flow of various fluids, including air, water, steam, corrosive substances, slurries, oils, liquid metals, and radioactive...
The vertical mill serves as a key piece of equipment in cement production. Its operational status directly impacts both the yield and quality of cement...
The cement production process continually seeks innovation and optimization. The introduction of a 7-stage cement kiln preheater raises important questions. What does this change mean?...
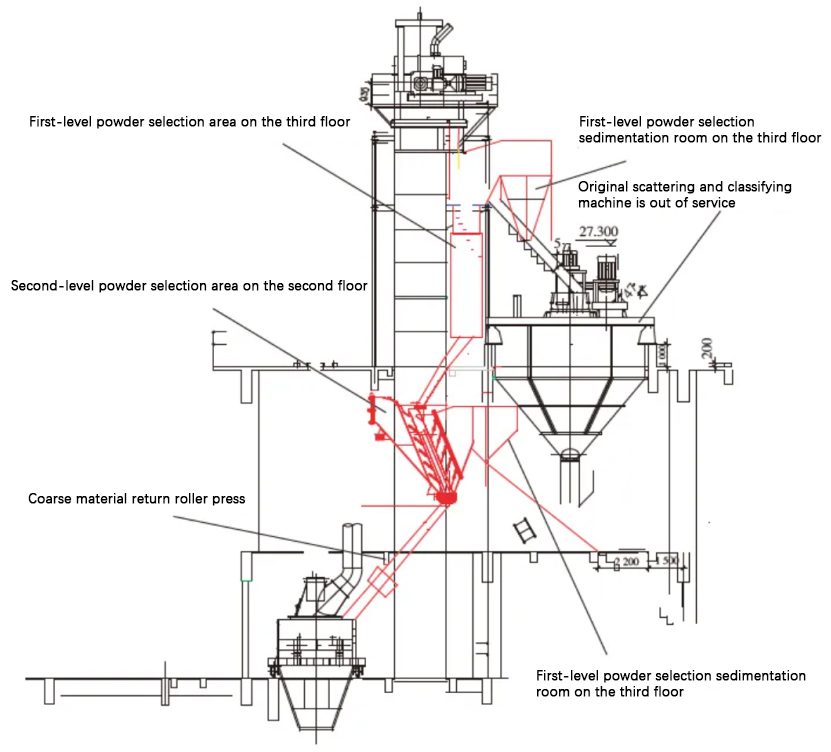
System Problems China Huaxing has a combined open-circuit grinding system composed of a roller press, a dispersion classifier, and a cement ball mill: Roller Press:...
Vertical roller mills (VRMs) have become essential equipment in the cement industry. They are widely used for drying and grinding processes. These machines grind cement...
The star discharge valve is an unloading device designed for discharge points that operate under negative pressure. It conveys materials using a rotating rotor. This...