Skip to content
Email
Tel
whatsapp
Search
Youtube
Linkedin
Facebook
Tiktok
Twitter
Email
Tel
whatsapp
Search
Tiktok
Twitter
Youtube
Linkedin
Home
Products
Dust Collection System
Bulk Loader System
Conveying System
Cement Grinding
Cement Silo System
Valve
Spare Parts
Air slide fabric
Belt Conveyor Roller
Expansion Joint
Filter Bag
Dust Collector Filter Bag
Cases
News
About Us
Industries We Serve
Company Profile
Contact Us
English
Japanese
Spanish
Arabic
Portuguese
French
Russian
Home
Products
Dust Collection System
Bulk Loader System
Conveying System
Cement Grinding
Cement Silo System
Valve
Spare Parts
Air slide fabric
Belt Conveyor Roller
Expansion Joint
Filter Bag
Dust Collector Filter Bag
Cases
News
About Us
Industries We Serve
Company Profile
Contact Us
English
Japanese
Spanish
Arabic
Portuguese
French
Russian
Search
Search
Home
>
2024
>
December
CONATCT
MORE+
Tel: +86-15370455293 +86 15365564889
Email: sales@darko-tech.com
24-hour hotline: +86 15370455293 +86 15365564889 ( WhatsApp )
The Importance and Optimization of Pulse Jet Pressure in Cartridge Dust Collectors
Common Issues and Solutions for Bucket Elevator
Improving Star Discharge Valve Lifespan
Revolutionizing Cement Transfer: The Air Chain Conveyor Solution
Optimizing Roll Press Performance in Cement Grinding
How to choose an efficient pulse bag dust collector?
Boiler Baghouse Dust Collector Selection Guide
Solution to Improve Bulk Steel Silo Loading Speed
Optimizing Vertical Grinding Efficiency
<
>
December 2024
Take a break and read all about it
News
The Importance and Optimization of Pulse Jet Pressure in Cartridge Dust Collectors
2024-12-12
News
Common Issues and Solutions for Bucket Elevator
2024-12-11
News
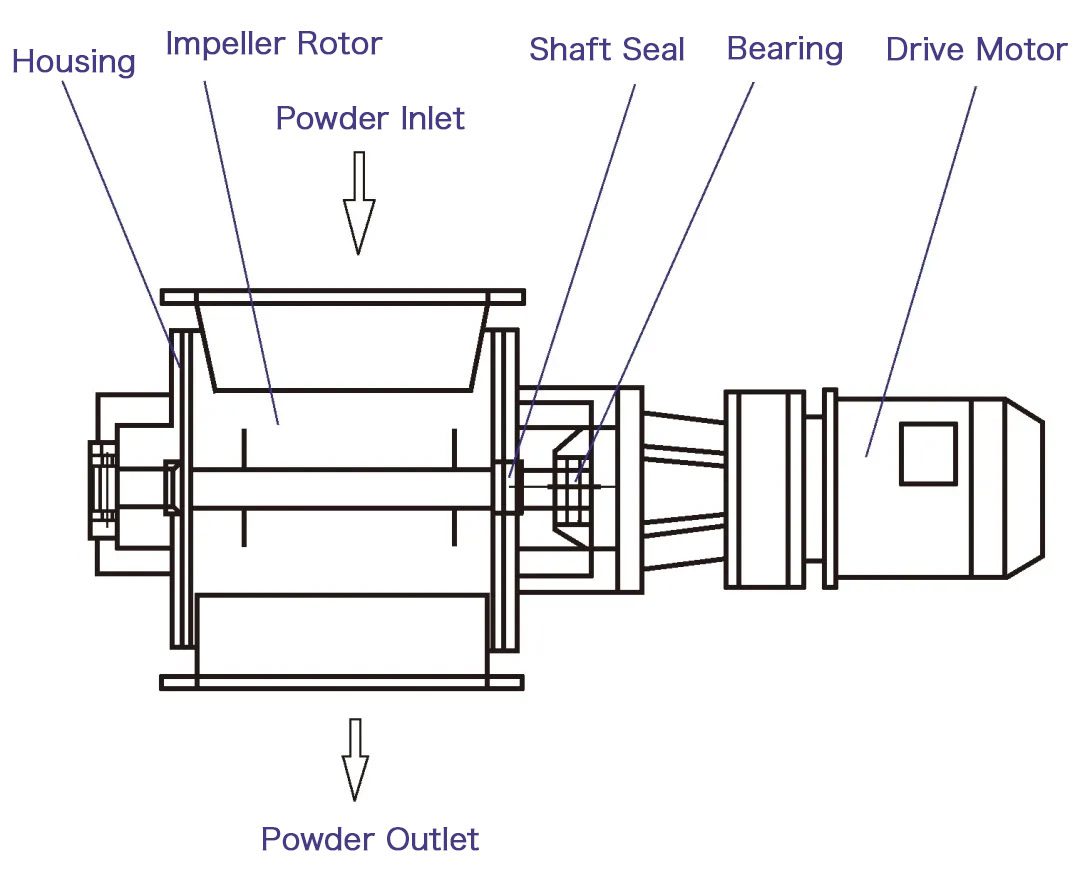
Improving Star Discharge Valve Lifespan
2024-12-10
News
Revolutionizing Cement Transfer: The Air Chain Conveyor Solution
2024-12-09
News
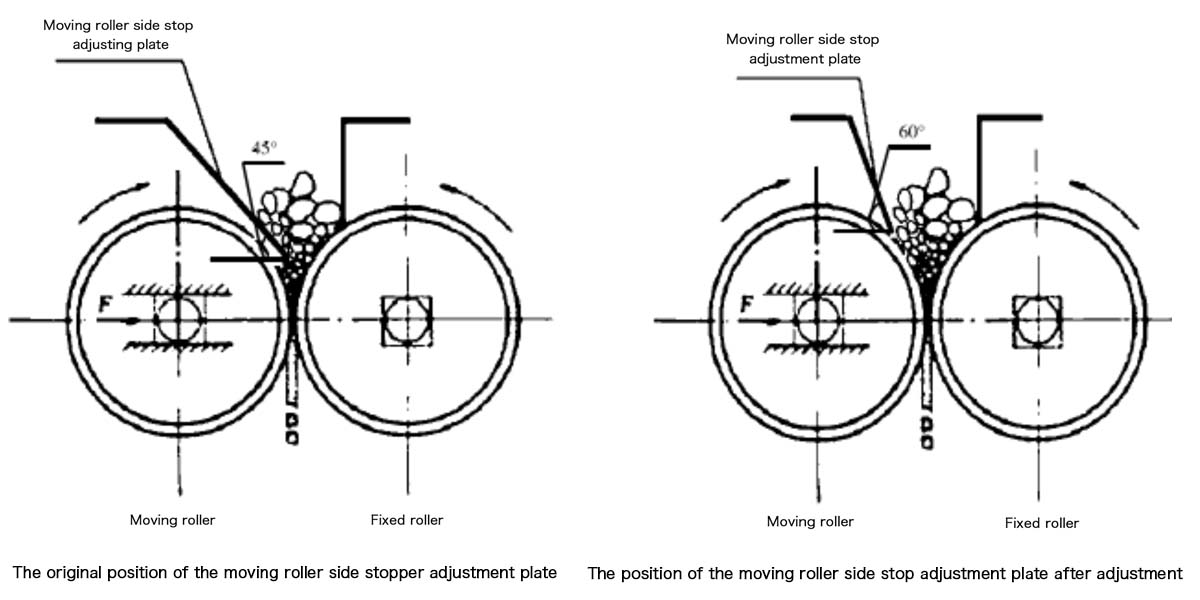
Optimizing Roll Press Performance in Cement Grinding
2024-12-06
News
How to choose an efficient pulse bag dust collector?
2024-12-05
News
Boiler Baghouse Dust Collector Selection Guide
2024-12-04
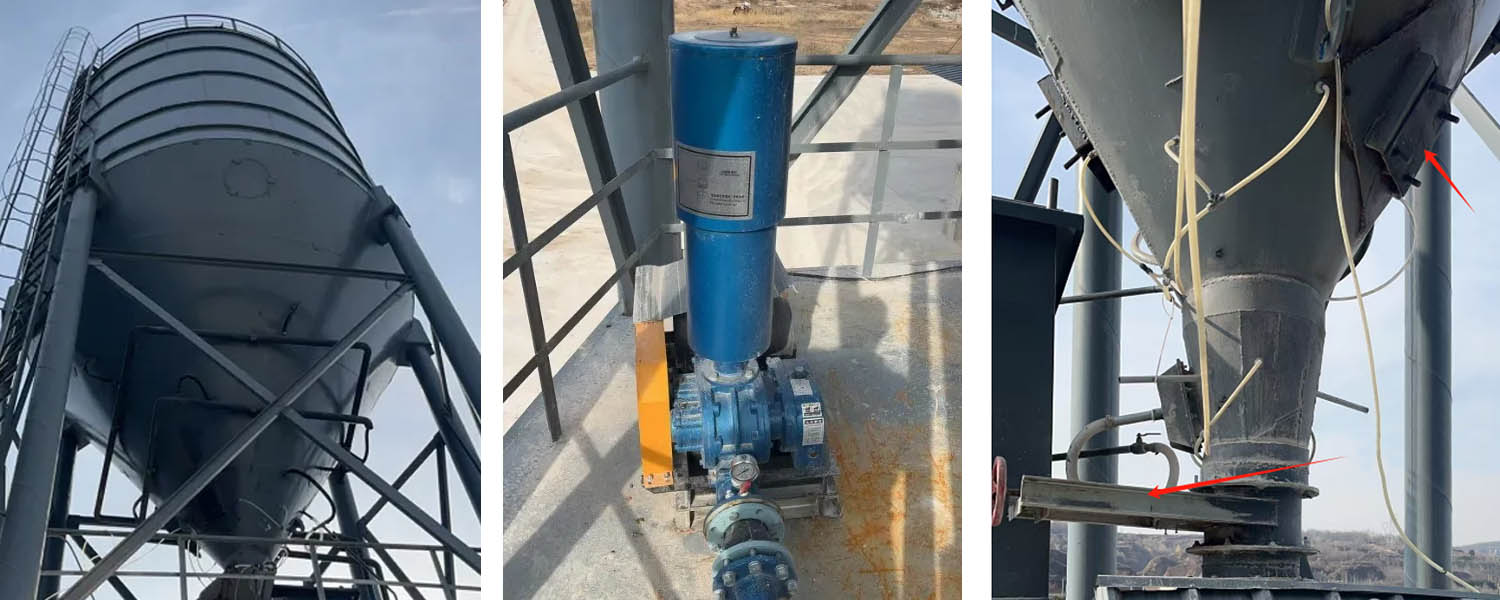
News
Solution to Improve Bulk Steel Silo Loading Speed
2024-12-03
News
Optimizing Vertical Grinding Efficiency
2024-12-02
Page
1
Page
2
Do You Want To Boost Your Business?
drop us a line and keep in touch
Contact Us
We've detected you might be speaking a different language. Do you want to change to:
English
English
Russian
French
Portuguese
Arabic
Spanish
Japanese
Change Language
Close and do not switch language
We've detected you might be speaking a different language. Do you want to change to:
English
English
Russian
French
Portuguese
Arabic
Spanish
Japanese
Change Language
WhatsApp us