Cyclone dust collectors play a crucial role in air pollution control. Each component has specific dimensional ratios. Any change in these ratios can significantly impact...
In today’s world, environmental regulations are becoming stricter. The importance of waste incineration filter bags is increasingly evident. Using 100% PTFE filter bags not only...
As industrialization accelerates, environmental protection and pollution control become global priorities. Among various pollution control technologies, dust collectors serve as effective air purification devices. They...
As environmental regulations become stricter, dust control in quarries has become a key focus of the industry. Screening equipment and belt conveyors are essential machinery...
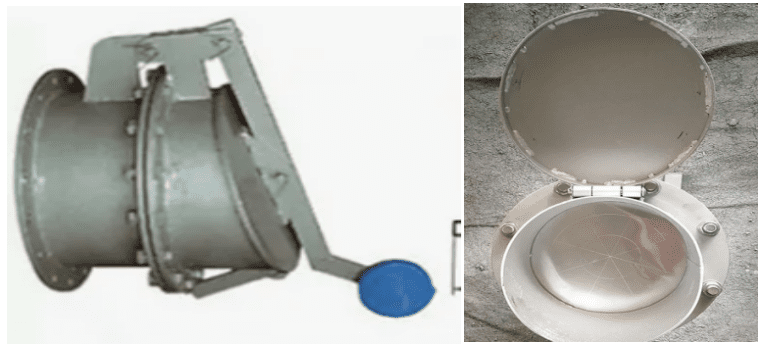
Working Principle of Rotary Unloading Valves Rotary unloading valves play a crucial role in dust removal equipment for discharging ash, delivering air, and feeding other...
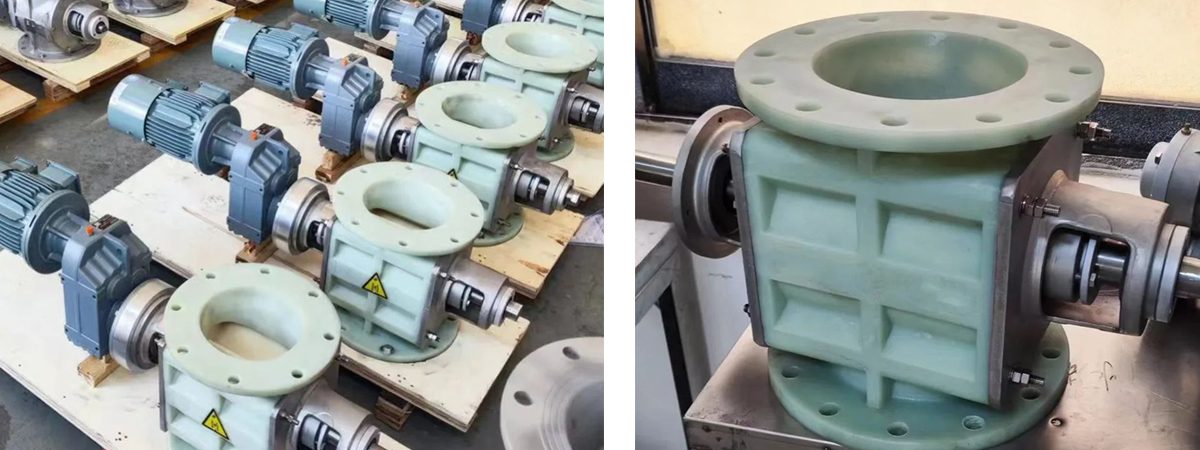
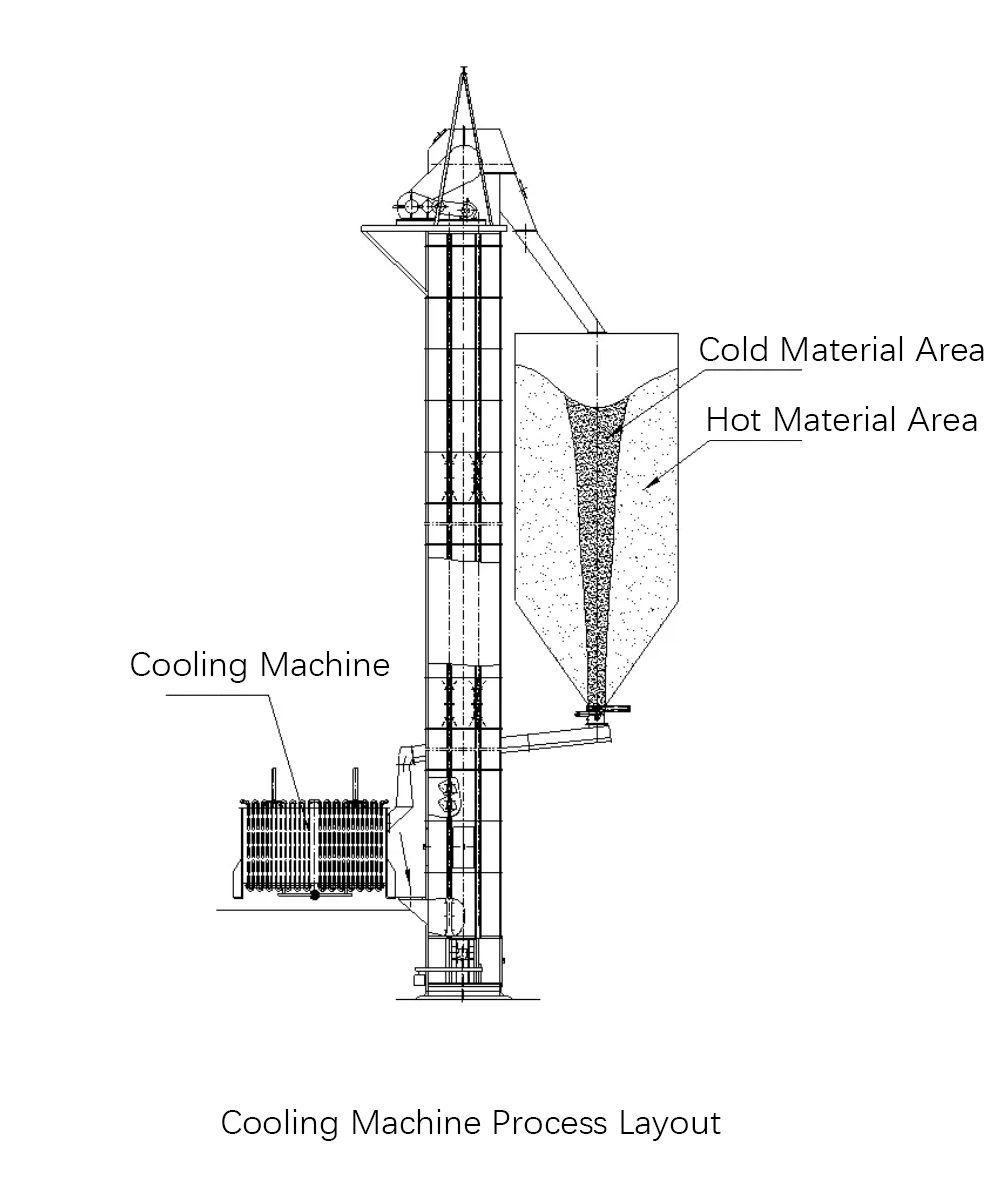
In cement production, the cooling process plays a crucial role in ensuring the quality and performance of cement. The cement cooling process mainly consists of...
S Cement Plant is a modern dry-process cement plant. It uses advanced grinding equipment and technology. The plant employs a CKP vertical mill and a...
Dust explosions occur when dust particles suspended in the air come into contact with oxygen and undergo a rapid oxidation reaction under specific conditions. This...
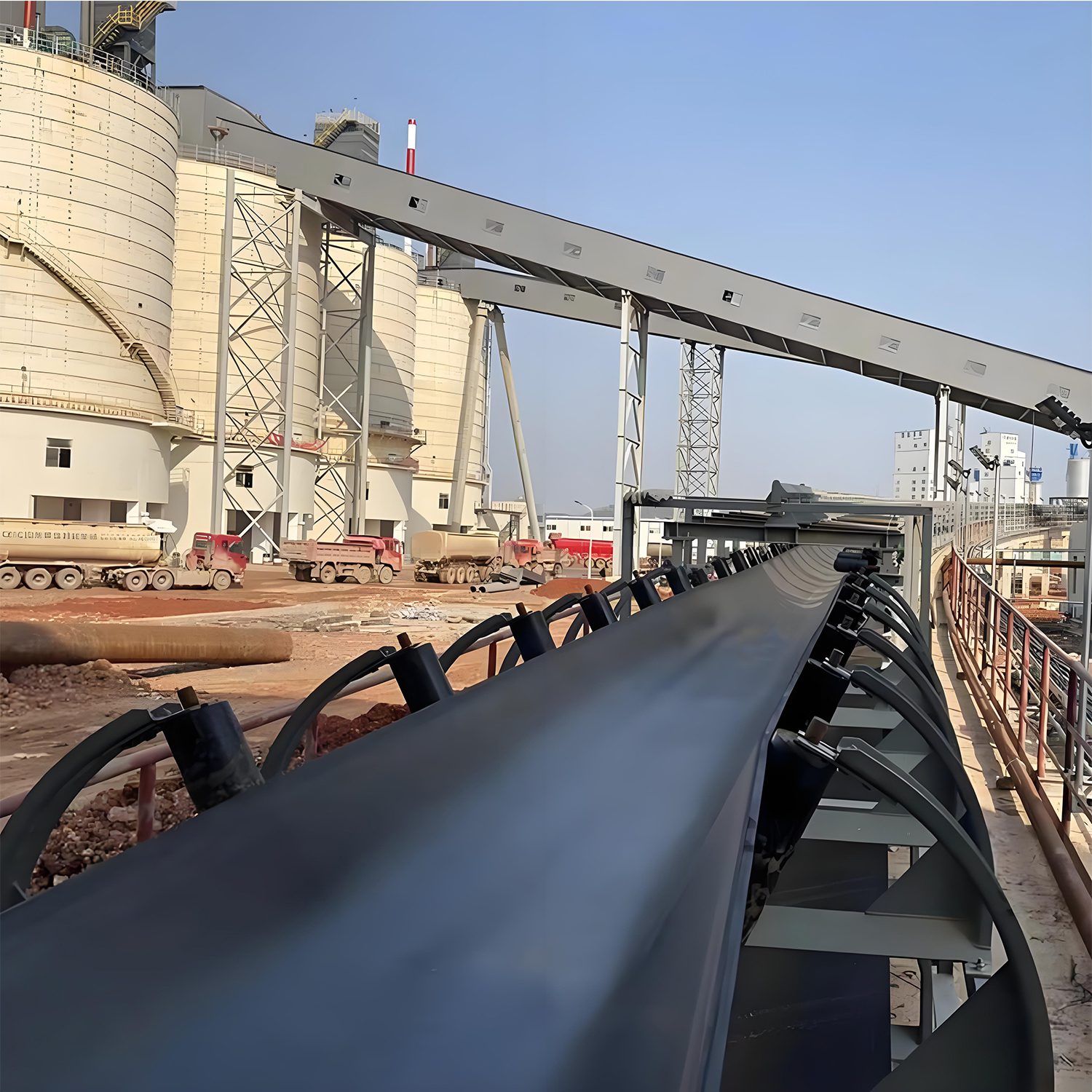
Belt misalignment is a common and challenging problem in the operation of belt conveyors. The root cause of misalignment lies in the net external forces...
1. Working Principle and Characteristics of Cartridge Dust Collectors 1.1 Working Principle Cartridge dust collectors use cartridges as the filtering element and employ pulse jet...
Introduction Cement is an essential construction material. Its quality directly affects the safety and durability of buildings. Therefore, cementmsdjfghjkl; production requires strict adherence to standards....
As awareness of environmental protection and energy conservation grows, bulk cement, which is easy to transport and has low pollution with accurate measurement, has become...