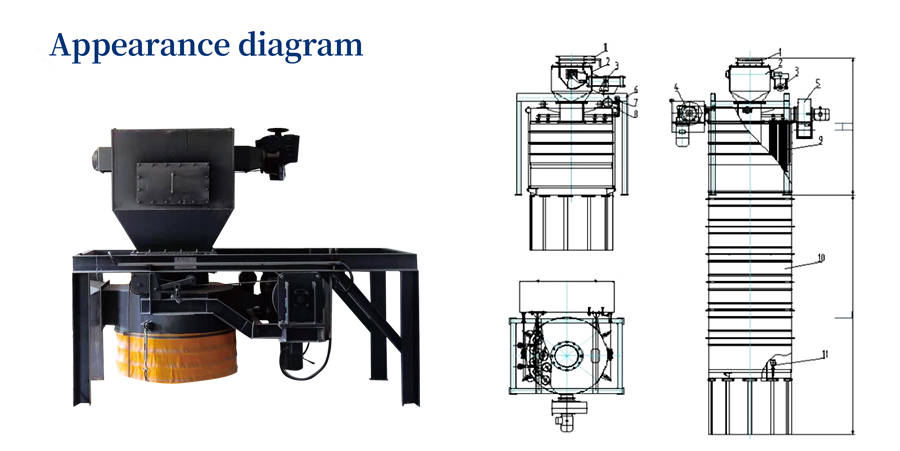
Cement loading technical parameters table
Technical requirements for clinker (aggregate) bulk machines | Material density | 1.45T/m³ | |||
| Model | SZH400-L | SZH500-L | SZH600-L | SZH800-L | |
| Telescopic distance (mm) | L process customization | L process customization | L process customization | L process customization | |
| Loading capacity (T/h) | 300~350 | 450~500 | 550~600 | 700~800 | |
| Dust collection air volume | 2*3000m³/h | 2*3500m³/h | |||
Rod valve | Specification | 410*410*120 | 500*500*120 | 600*600*120 | 300*800*140 |
Electro-hydraulic sector valve | Specification | 410*410 | 500*500 | 600*600 | 800*800 |
Electro-hydraulic push rod | Specifications and models | DYTZ1000/300 | DYTZ1500/400 | DYTZ1750/400 | DYTF3000/400 double cylinder |
| power | 1.1KW | 1.5KW | 2.2KW | 2.2KW | |
Cylinder | Specification | 160*400 | 160*500 | 125*500/pair | 160*500/pair |
Telescopic drop tube | Specification | φ410*L | φ500*L | φ600*L | φ800*L |
Dustcollection hose | parameter | Specifications: φ250*L | |||
Dust cover | Specification | 900*1836 | 1000*1960 | 1100*2060 | 1300*2260 |
Hoist | Specification | JE33-250/3T | JE33-250 /3T | JE33-250/3T | JE33-250/57 |
| boost speed | 8m/min | ||||
| Lifting capacity | 2T | 3T | 3T | 5T | |
| Voltage | 380V | ||||
| Power K W | 3KW | 4.5KW | 4.5KW | 7.5KW | |
| journey | L process customization | ||||
Material level meter | Specification | E+H | |||