System Problems
China Huaxing has a combined open-circuit grinding system composed of a roller press, a dispersion classifier, and a cement ball mill:
- Roller Press: HFCG160-140, diameter Φ1600 mm, width Φ1400 mm, rotating speed 18.75 r/min, design capacity 670–780 t/h.
- Dispersion Classifier: Model SF650/160, design capacity 700–850 t/h.
- Ball Mill: Φ4.2 m × 13 m two-bin mill, rotating speed 15.8 r/min, design capacity 150 t/h.
Main Issues Encountered
Metal Impurities: Introduced by material and equipment wear, causing frequent vibrations in the roller press and leading to spalling of the roller surfaces. The accumulation of metal impurities creates a buffering effect on the grinding, resulting in accelerated wear and deteriorating efficiency.
Low Efficiency of the Dispersion Classifier: Rapid wear and difficulty in grade control make it challenging to regulate the fineness of entering material. High moisture content can lead to clogging of sieve plates, preventing normal production.
Clogging Issues: Coarse fineness of entering material clogs the discharge grate's gaps, causing poor ventilation, material return at the mill head, environmental contamination, and reduced production capacity.
Retrofitting Program
1. Installation of Iron Removers and Metal Separators
- Increase iron removal testing for raw materials upon delivery. Install iron removers at each raw material feeding point, lowering the height between the iron remover and the material surface to enhance the iron removal effect.
Install a metal separator to detect any metal not removed by the iron remover. Detected metal will be separated using a vibrating screen at the conveyor belt head for manual retrieval.
Install a pipeline iron remover at the coarse powder discharge chute of the V-type classifier to ensure continuous removal of iron slag from the system.If you require any further information, please contact us.
2.Retrofitting of Roller Press & Breaking Classifier
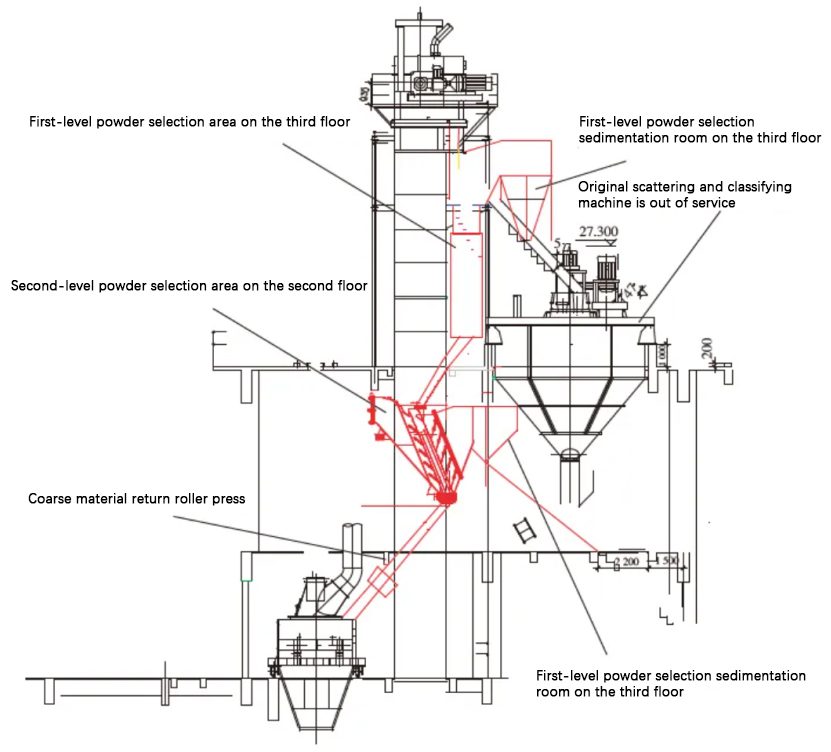
2.1 Upgrading the Dispersing Classifier to a Two-Stage Small V-Type Powder Classifier
The original dispersion classifier has the following deficiencies:
- Low Classification Efficiency: Approximately 22%, resulting in coarse fineness. Sieve residue reaches 55% with particles up to 8 mm.
- High Maintenance Costs: The mechanical classification leads to increased costs.
- Poor Material Adaptability: Reduced classification ability with high moisture content and inadequate handling of material changes.
The system has been upgraded to a two-stage small V-type classifier. The material pressed by the roller press is conveyed to the first-stage classifier. Qualified material is sent to the ball mill, while return material enters the second-stage classifier for further sorting.
Advantages of this System:
- Low energy consumption (total installed power of 200 kW)
- Low investment
- High classification efficiency (87%)
2.2 Upgrade of Material Stabilization and Pressure Stabilization for the Roller Press
The HFCG160-140 roller press has the following issues:
- Manual feeding device adjustment lacks central control.
- Poor performance with a low fine powder content (about 15%) and low working current.
- Constant pressure control system does not auto-adjust roller gap based on material feed conditions.
To solve the above defects, Darko upgraded the roller press system through a number of new technologies. The upgrade plan includes:
- Modification of Feeding Device: A new multi-directional feeding device ensures stable roller operation.
- Addition of a Roller Gap Adjustment Device: Introduces a constant pressure and roller gap control system, minimizing variations.
- Replacement of Hydraulic System: Upgraded to include damping and stroke adjustment valves for improved stability and performance.
3.Modification of Ball Mills
Transforming the Feeding Device: The new device incorporates a five-blade spiral feeder and a deceleration buffer plate to enhance grinding efficiency.
Lightweight and Transformation of Lining Plates: New lighter lining plates improve ball-carrying capacity and reduce power consumption.
Using Anti-Clogging Grates: Modifications to sieve holes increase material passage capacity and prevent over-grinding.
4.Upgrade of the Dust Collector Ash Return Discharge Point
The specific surface area of the ash returned from the dust collector is between 365 and 410 m²/kg. The discharge point of the original dust collector has been changed to directly channel the ash into the ball mill, reducing the load and amount of material entering the mill.

