A la hora de seleccionar un colector de polvo para minería, hay que tener en cuenta varios factores para garantizar la eficacia del equipo y el cumplimiento de las normas medioambientales. He aquí algunos puntos clave...
En la industria del cemento, el funcionamiento eficaz del cargador de clínker a granel, el colector de polvo y los equipos relacionados es crucial. La empresa S opera una línea de producción de clínker de cemento con...
1. Fugas internas de aire en los sistemas de precalentamiento Muchas empresas tienen problemas con las fugas de aire en el precalentador de la cola del horno. Desde el nivel I hasta el nivel V,...
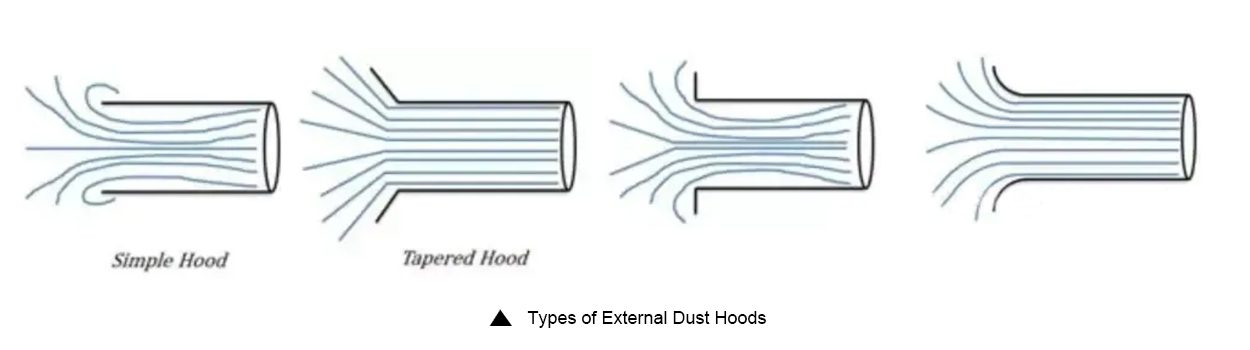
El diseño de la capota antipolvo influye directamente en los requisitos de caudal de aire y presión de todo el sistema de captación de polvo. Un capó bien diseñado puede...
Instalar un colector de polvo de bolsa de una sola máquina es un proyecto sistemático. Requiere una preparación cuidadosa y un funcionamiento adecuado. Aquí tienes los pasos detallados de instalación para...
El colector de polvo con filtro de bolsa purifica eficazmente el aire y elimina el polvo del humo industrial. Sin embargo, cuando la temperatura del humo supera la tolerancia máxima del...
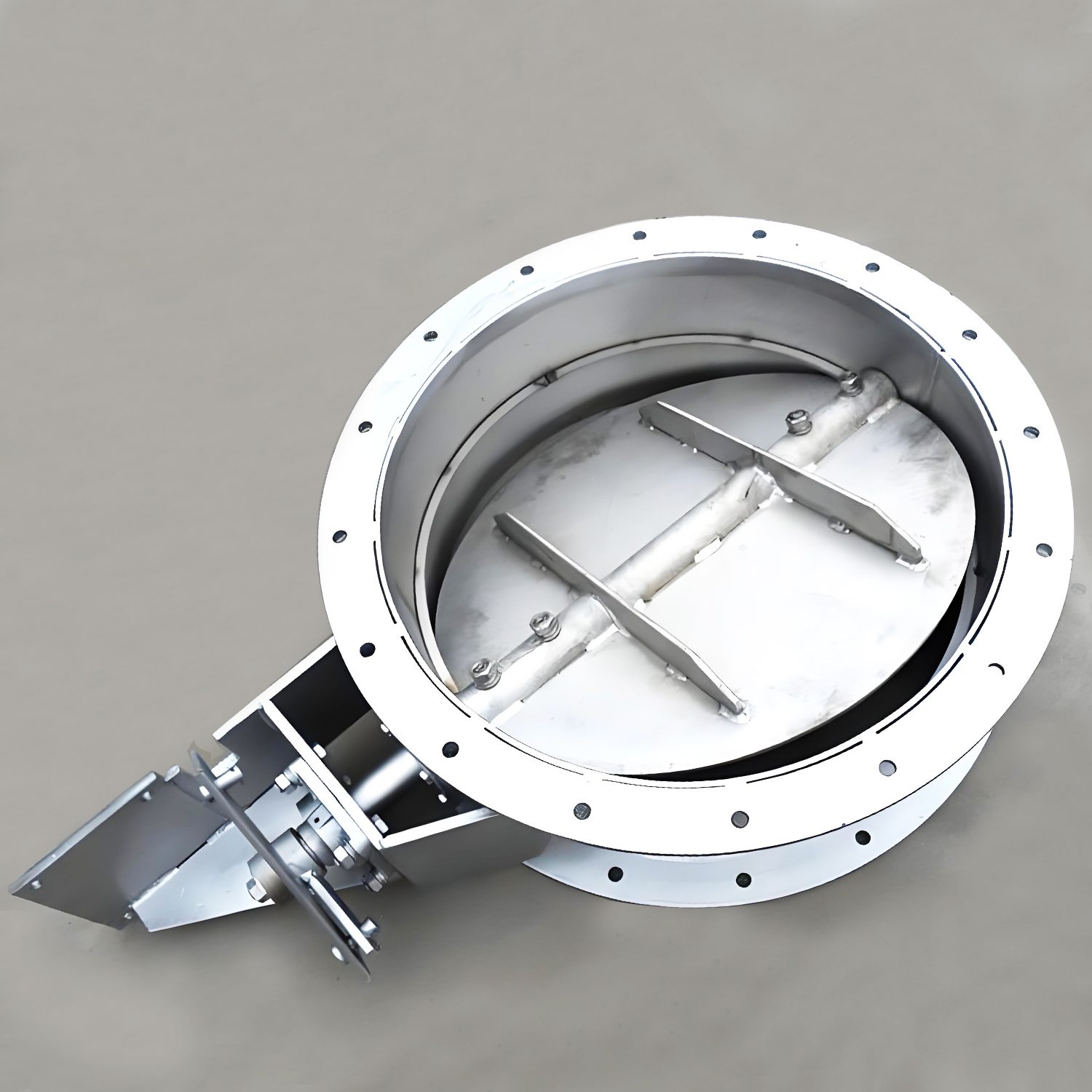
En el campo del control de la automatización, las válvulas de mariposa eléctricas se utilizan habitualmente. Se dividen principalmente en dos categorías: válvulas de encendido/apagado y válvulas reguladoras. Estas dos...
El transportador de tornillo sinfín tipo U está fabricado con acero de alta calidad. Se utiliza ampliamente en diversas industrias, como la química, la de la construcción, la cerealera y la alimentaria. Este equipo es...
La desulfuración de los gases de combustión es el proceso de eliminación de los óxidos de azufre (SO₂ y SO₃) de los gases de combustión u otros gases residuales industriales. Esta tecnología desempeña...
Los cargadores de materiales a granel son esenciales en varias industrias, como la energética, la de la construcción, la química y la agrícola. Cargan eficazmente materiales secos en polvo y granulados en vehículos y...
En la producción industrial, el colector de polvo de mangas de caldera desempeña un papel crucial en la reducción de las emisiones de polvo y la protección del medio ambiente. Recientemente, hemos llevado a cabo un...
En las fábricas, los talleres generan una cantidad importante de polvo y gases nocivos durante la producción. Gestionar adecuadamente este polvo es crucial, y elegir el método adecuado...