Los silos de polvo son instalaciones cruciales en las empresas industriales. Se encargan de homogeneizar, almacenar y equilibrar los materiales de producción. Estos silos vienen en diferentes...
Los transportadores reversibles responden principalmente a la necesidad de transportar materiales tanto hacia delante como hacia atrás. Se utilizan mucho para el transporte a corta distancia. Sin embargo, cuando...
Los molinos verticales de materias primas son equipos de molienda clave en la producción de cemento. Su estabilidad operativa repercute directamente en la eficacia de la producción y la calidad del producto. Sin embargo, muchas empresas suelen...
En la producción industrial, la vida útil y la frecuencia de sustitución de las bolsas de los colectores de polvo son cruciales para un funcionamiento eficaz. En primer lugar, debes saber cuándo sustituir estas...
En 2022, una fábrica de cemento inició un proyecto para renovar los conductos de descarga de su elevador de cangilones. Confiaron a Nantong Darko Building Materials Machinery Co...
El aspirador de polvo de bolsa de acero inoxidable es un tipo avanzado de aspirador de polvo de bolsa, que se distingue de los modelos tradicionales de hierro por su material único. Gracias a...
Las válvulas de mariposa desempeñan un papel crucial en el control del flujo de diversos fluidos, como aire, agua, vapor, sustancias corrosivas, lodos, aceites, metales líquidos y...
El molino vertical es una pieza clave en la producción de cemento. Su estado de funcionamiento influye directamente tanto en el rendimiento como en la calidad del cemento...
El proceso de producción de cemento busca continuamente la innovación y la optimización. La introducción de un precalentador de horno de cemento de 7 etapas plantea cuestiones importantes. ¿Qué significa este cambio?
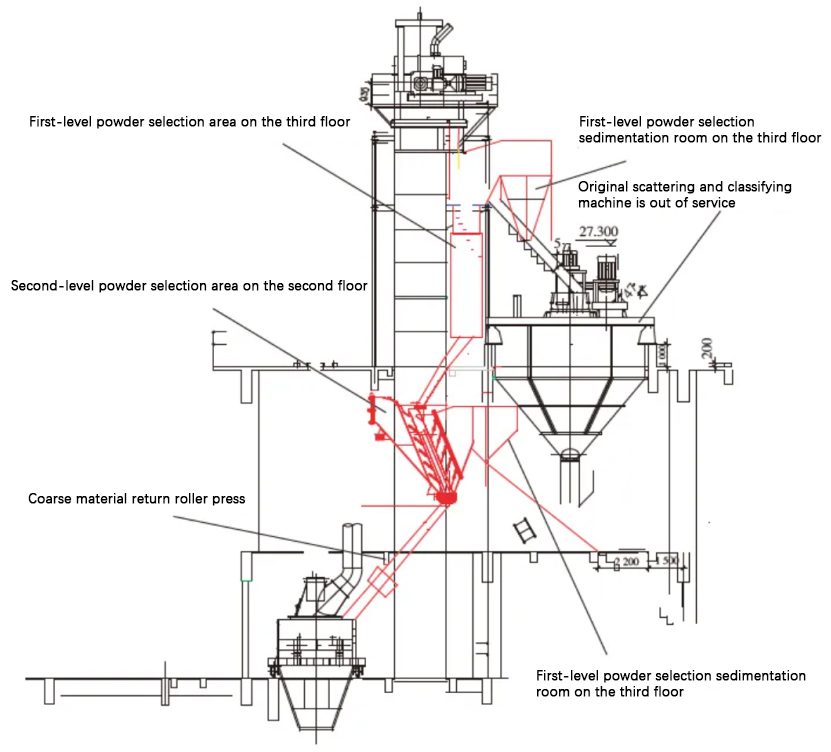
Problemas del sistema China Huaxing tiene un sistema combinado de molienda en circuito abierto compuesto por una prensa de rodillos, un clasificador de dispersión y un molino de bolas de cemento: Prensa de rodillos:...
Los molinos verticales de rodillos (MRV) se han convertido en equipos esenciales en la industria del cemento. Se utilizan ampliamente en los procesos de secado y molienda. Estas máquinas muelen el cemento...
La válvula de descarga en estrella es un dispositivo de descarga diseñado para puntos de descarga que funcionan con presión negativa. Transporta los materiales mediante un rotor giratorio. Este...