Los aspiradores de polvo de cartucho utilizan cartuchos como elementos filtrantes y emplean la tecnología de chorro pulsante. Ofrecen ventajas significativas, como tamaño reducido, alta eficacia, baja inversión,...
Los elevadores de cangilones son máquinas de transporte continuo que utilizan una serie de cangilones unidos a un elemento de tracción sin fin para elevar verticalmente los materiales. Transporta materiales a granel...
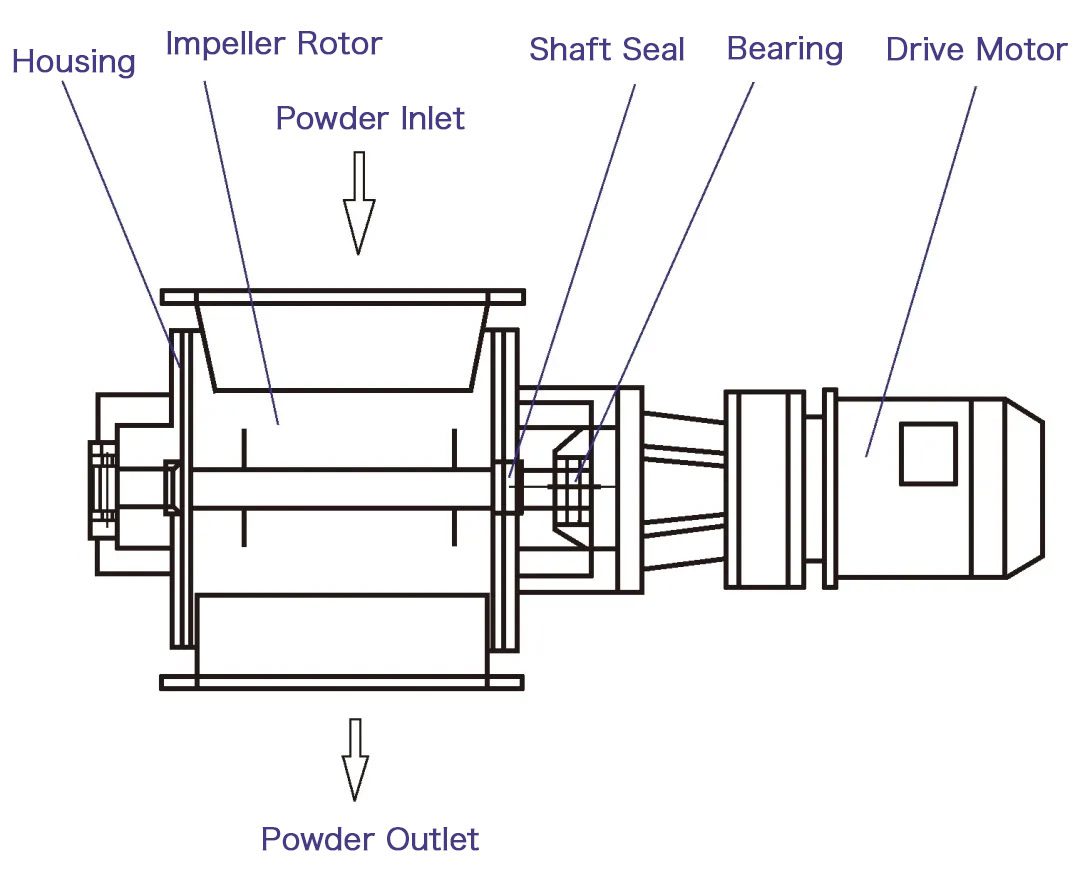
La válvula de descarga en estrella, también conocida como válvula de descarga rotativa, se utiliza mucho en industrias como la química, la del carbón, la metalúrgica y la alimentaria. Se...
Introducción La empresa S explota seis silos de cemento Φ18×35. Como muestra el diagrama, hay tolvas de transporte aéreo bajo los silos 1, 2, 3 y 4,...
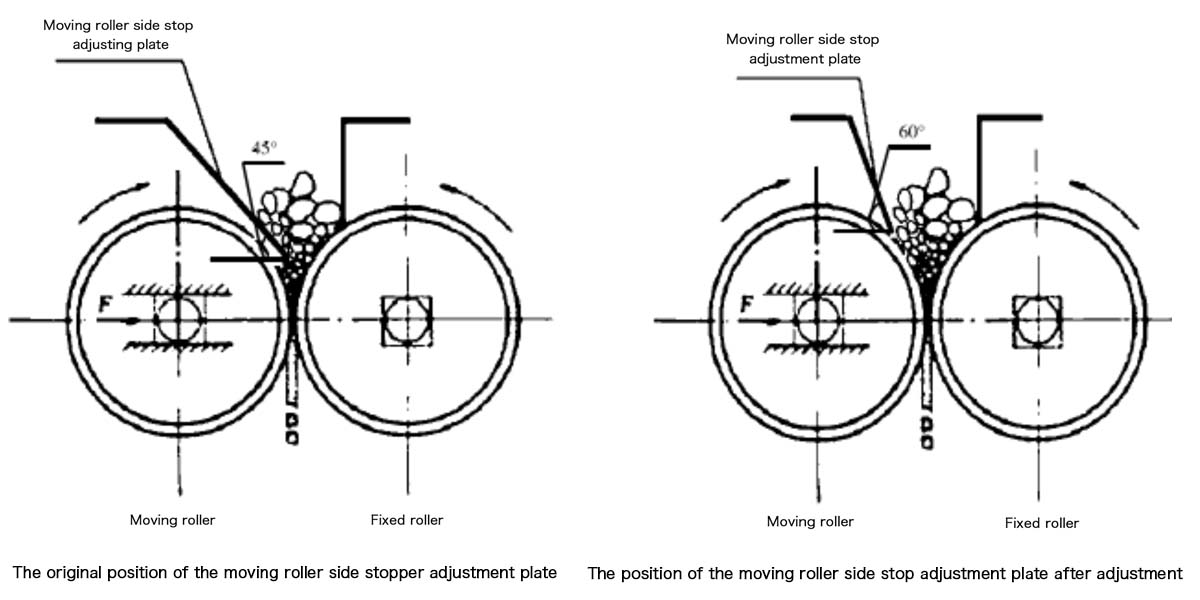
Desde su puesta en marcha en mayo de 2007, el sistema de premolienda de cemento de la empresa A ha sufrido frecuentes fallos en la prensa de rodillos. Estos problemas incluyen una baja e inestable...
Al seleccionar un colector de polvo de bolsas pulsantes, debes tener en cuenta múltiples factores. Esto garantiza que el equipo elegido satisface las necesidades reales de producción y consigue...
El colector de polvo de la cámara de filtros de la caldera es un equipo industrial clave que se utiliza en diversos sistemas de calderas. Su función principal es filtrar y capturar partículas de la combustión...
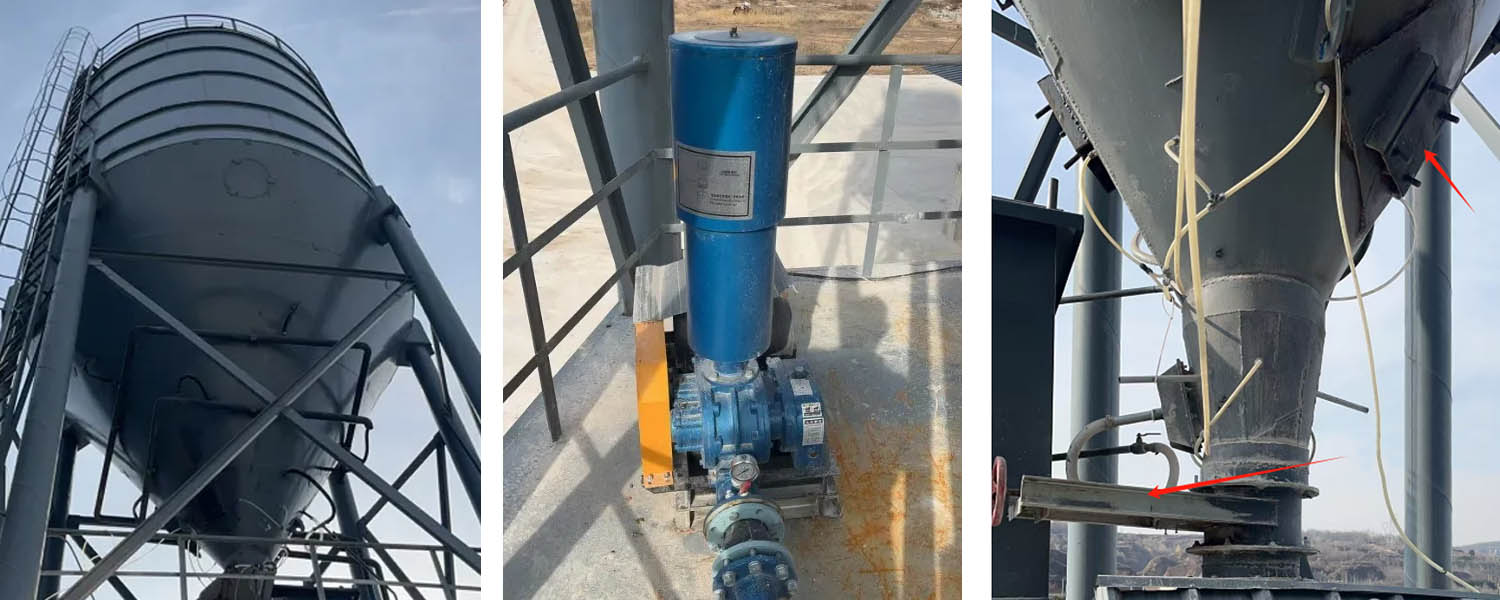
Recientemente, una empresa de piedra en polvo de Shanxi (China) se puso en contacto con nosotros. Nos informaron de que, tras instalar un equipo de carga a granel en su silo de acero para piedra en polvo, su...
En la industria moderna, la eficacia de los sistemas de molienda vertical repercute directamente en los costes de producción y el consumo de energía. Aquí tienes varias estrategias eficaces para reducir el consumo de energía,...
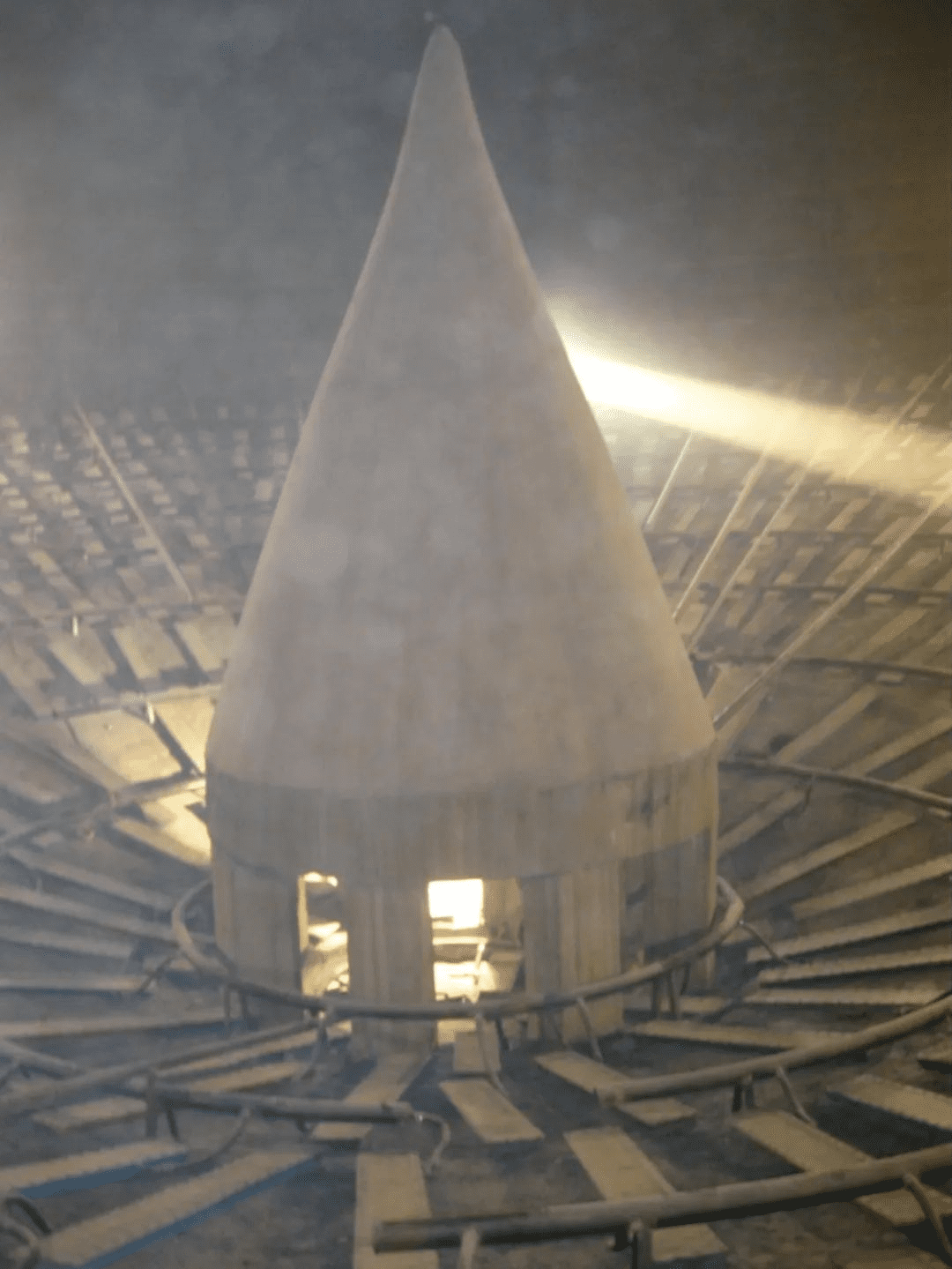
Los silos de polvo son instalaciones cruciales en las empresas industriales. Se encargan de homogeneizar, almacenar y equilibrar los materiales de producción. Estos silos vienen en diferentes...
Los transportadores reversibles responden principalmente a la necesidad de transportar materiales tanto hacia delante como hacia atrás. Se utilizan mucho para el transporte a corta distancia. Sin embargo, cuando...
Los molinos verticales de materias primas son equipos de molienda clave en la producción de cemento. Su estabilidad operativa repercute directamente en la eficacia de la producción y la calidad del producto. Sin embargo, muchas empresas suelen...