Una empresa asociada posee una nave de 4,2 m×13 m molino de bolas. Su sistema de molienda de cemento consta de una prensa de rodillos CLF180-120 (capacidad de 850 t/h, 1400 kW×2), un clasificador de tipo V (clasificador estático de flujo de aire V8820), un clasificador de alto rendimiento y un molino tubular de circuito abierto Φ4,2 m×13 m (potencia del motor principal de 3.550 kW). Esta configuración forma un sistema combinado de molienda.
Este sistema produce principalmente cemento P-O42,5, alcanzando una superficie específica de ≥330 m²/kg, con una producción del sistema de 200 t/h y un consumo de energía de molienda de 29 kWh/t. Sin embargo, la producción horaria del molino es baja y el consumo de energía es relativamente alto. Para aumentar el rendimiento del molino y reducir el consumo de energía, Darko optimizó la eficacia de la prensa de rodillos y el clasificador en V durante la temporada baja, en diciembre de 2022. Mejoraron la ventilación interna y controlaron el caudal, aumentando la producción del molino a 230 t/h y reduciendo el consumo de energía a 24 kWh/t.
01 Medidas para Aumentar la Producción y Reducir el Consumo del Sistema de Prensa de Rodillos
Según las condiciones reales, el rendimiento óptimo del molino se produce cuando el residuo del tamiz 80μm del material de entrada es inferior a 50%.
1.1 Sustitución a tiempo de las placas laterales dañadas de la prensa de rodillos
Antes de las mejoras, la corriente del elevador de circulación de la prensa de rodillos solía ser alta. Los análisis mostraron dos razones principales:
- La distancia de desgaste de las placas laterales de la prensa de rodillos era demasiado grande, lo que provocaba fugas de material.
- La separación original de las placas laterales era excesiva, lo que provocaba fugas de material.
Las fugas de larga duración no sólo reducían la eficacia de la prensa de rodillos, sino que también hacían que la corriente del ascensor fuera alta durante periodos prolongados, lo que acortaba considerablemente la vida útil del reductor. Por ello, se aplicaron las siguientes medidas:
- Ajusta la separación original de las placas laterales a 2-5 mm (sin superar los 5 mm).
- Prepara varios juegos de placas laterales e inspecciónalos cada vez que se detenga el molino. Sustitúyelas o ajústalas si se detecta desgaste o una separación excesiva.
- Controla la corriente del elevador durante la producción normal, asegurándote de que no supera los 190 A. Si lo hace, esto indica que la separación de la placa lateral es demasiado grande o está desgastada.
- Utiliza varillas de soldadura resistentes al desgaste para recubrir la superficie de las placas laterales, aumentando su durabilidad.
Tras aplicar estas medidas, la corriente del ascensor disminuyó y la eficacia de la prensa de rodillos mejoró notablemente.
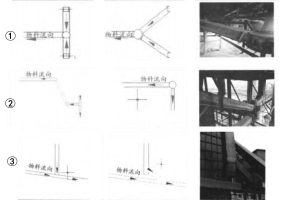
1.2 Reequipar el canal de alimentación simple de la prensa de rodillos en el clasificador en V
El único conducto de alimentación de la prensa de rodillos al clasificador de tipo V tenía efectos deficientes de clasificación y dispersión. Esta inestabilidad provocaba el colapso del material cuando subían las temperaturas. Para solucionarlo, Darko lo modificó en tres tolvas de igual tamaño para mejorar la dispersión del material, formando una cortina uniforme de material y reduciendo la segregación.
1.3 Presión del material estabilizador
Debido a la excesiva humedad de los materiales mezclados, Darko ordenó la limpieza de las compuertas neumáticas y las válvulas eléctricas durante cada parada, para evitar la acumulación y garantizar un flujo fluido del material. También instalaron soportes divisorios transversales en la parte superior del silo de pesaje para garantizar un pesaje uniforme y evitar el hundimiento del material.
1.4 Ajuste correcto de las aberturas de la compuerta de alimentación
Darko ajustó las aberturas de las compuertas de alimentación en función de las condiciones del material en el silo de pesaje de la prensa de rodillos. Se aseguraron de que el silo permaneciera estable a unos 2/3 de su capacidad para mantener una alimentación uniforme y una corriente estable durante el funcionamiento de la prensa de rodillos.
1.5 Garantizar una compresión eficaz en los rodillos de la prensa de rodillos
Tras seis meses de uso, la superficie compuesta de la prensa de rodillos mostraba un desgaste significativo en el centro, lo que reducía la eficacia. Tras una evaluación, Darko modificó el sistema de rodillos, sustituyéndolo por nuevos rodillos columnares y placas laterales. Esta nueva estructura ofrece una gran dureza y tenacidad, mejorando significativamente la resistencia al desgaste y la eficacia de la molienda, al tiempo que reduce los costes de mantenimiento. Tras el reequipamiento, la prensa de rodillos funcionó de forma estable y aumentó la producción horaria del molino.
Tras una serie de ajustes, el material de entrada para el cemento P-O42,5 alcanzó un residuo de tamiz de 80μm de unos 50%, creando las condiciones necesarias para mejorar el rendimiento del molino.
02 Medidas para Aumentar la Producción y Reducir el Consumo del Sistema de Molinos
2.1 Distribución adecuada de los medios de molienda
Tras ajustar con éxito el sistema de prensa de rodillos, el molino se centró en mejorar la eficacia de la molienda, reducir la corriente y mantener una distribución granulométrica adecuada del cemento acabado. Darko lo consiguió optimizando la distribución de los medios de molienda, aumentando la frecuencia de impacto y mejorando la eficacia de la molienda.
2.2 Mejora de la ventilación interior y adaptación de las placas divisorias
Las placas divisorias existentes tenían defectos que afectaban a la ventilación del molino. Darko reacondicionó técnicamente las placas divisorias de la primera cámara, utilizando nuevas pantallas divisorias antibloqueo de doble capa. Esto mejoró significativamente la ventilación y la capacidad de flujo de material.
2.3 Control del caudal en la segunda cámara
Para activar las bolas de molienda de la segunda cámara y reducir el caudal de material, Darko elevó el anillo de retención. Esta mejora aumentó la capacidad de molienda de la segunda cámara e incrementó el rendimiento por hora.
2.4 Reequipamiento de la molienda semifinal
Para reducir los costes de producción y mejorar la eficiencia económica, Darko realizó una reconversión de la molienda semifinal en el sistema de molienda. Sustituyeron el clasificador original, mejorando el rendimiento del cemento.
2.5 Otras medidas
- Reforzar la gestión y el funcionamiento de los molinos para garantizar un rendimiento óptimo de los equipos.
- Presta atención a la ventilación del sistema y proporciona información puntual sobre el contenido de humedad de la materia prima para garantizar la calidad.
- Optimizar la calidad del clínker para mejorar el rendimiento y la calidad del molino.
03 Resultados tras la retroadaptación
Al mejorar la eficacia de la prensa de rodillos, reducir la resistencia del sistema y optimizar el funcionamiento del clasificador, Darko consiguió reducir la finura del material de entrada. Tras el reequipamiento técnico interno, la producción del sistema aumentó en más de 40 t/h, mientras que el consumo de energía de molienda disminuyó en 5 kWh/t. La calidad del cemento se mantuvo constante y estable, con lo que el beneficio económico anual aumentó en más de 3 millones de yuanes. Este logro dio lugar a importantes resultados de producción y ahorro de energía.Si tienes alguna pregunta o deseas colaborar, por favor Contacto.