Lors de la sélection d'un dépoussiéreur minier, plusieurs facteurs doivent être pris en compte pour garantir l'efficacité de l'équipement et le respect des normes environnementales. Voici quelques points clés...
Dans l'industrie du ciment, le fonctionnement efficace du chargeur de clinker en vrac, du dépoussiéreur et des équipements connexes est crucial. L'entreprise S exploite une ligne de production de clinker avec...
1. Fuites d'air internes dans les systèmes de préchauffage De nombreuses entreprises sont confrontées à des problèmes de fuites d'air dans le préchauffeur de queue de four. Du niveau I au niveau V,...
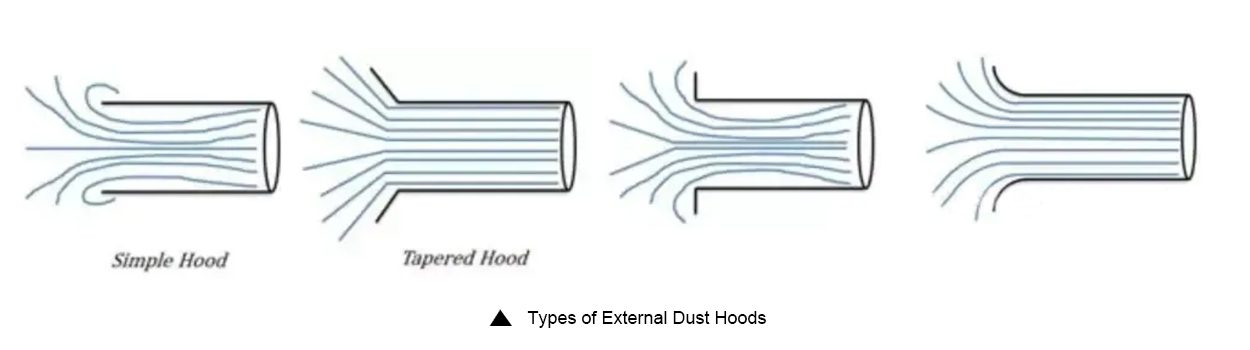
La conception de la hotte à poussière a un impact direct sur les exigences en matière de débit d'air et de pression de l'ensemble du système de dépoussiérage. Une hotte bien conçue peut...
L'installation d'un dépoussiéreur à sac à machine unique est un projet systématique. Il nécessite une préparation minutieuse et un fonctionnement adéquat. Voici les étapes détaillées de l'installation pour...
Le dépoussiéreur à filtre à manches purifie efficacement l'air et élimine la poussière des fumées industrielles. Cependant, lorsque la température de la fumée dépasse la tolérance maximale du...
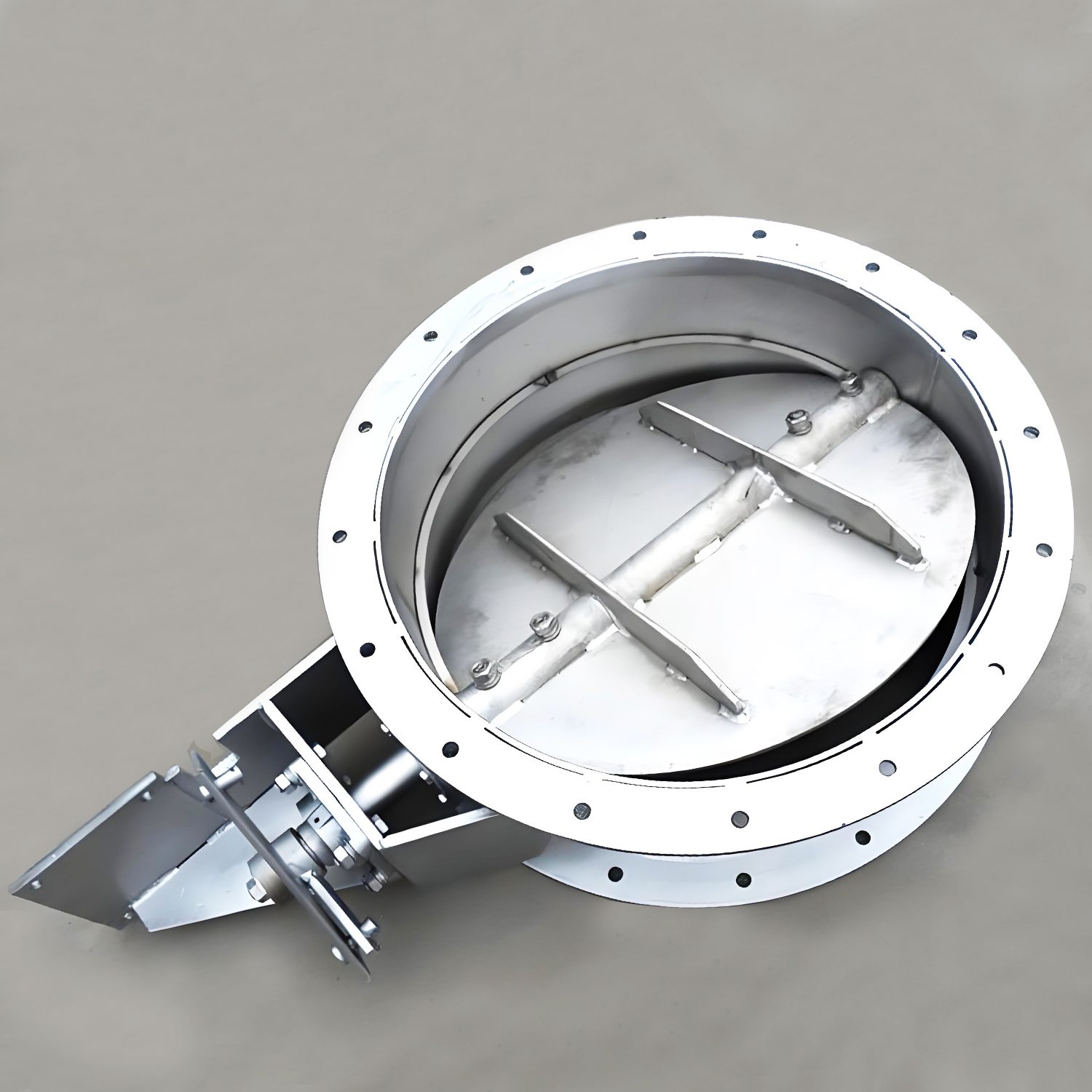
Dans le domaine du contrôle de l'automatisation, les vannes papillon électriques sont couramment utilisées. Elles se répartissent principalement en deux catégories : les vannes tout ou rien et les vannes de régulation. Ces deux...
Le transporteur à vis de type U est fabriqué en acier de haute qualité. Il est largement utilisé dans diverses industries, notamment les produits chimiques, la construction, les céréales et l'alimentation. Cet équipement est...
La désulfuration des gaz de combustion désigne le processus d'élimination des oxydes de soufre (SO₂ et SO₃) des gaz de combustion ou d'autres gaz résiduaires industriels. Cette technologie joue...
Les chargeurs en vrac de clinker sont essentiels dans diverses industries, notamment l'énergie, la construction, les produits chimiques et l'agriculture. Elles chargent efficacement les matériaux secs, poudreux et granuleux dans les véhicules et...
Dans la production industrielle, le dépoussiéreur à sac de chaudière joue un rôle crucial dans la réduction des émissions de poussières et la protection de l'environnement. Récemment, nous avons mené une...
Dans les usines, les ateliers génèrent une quantité importante de poussières et de gaz nocifs pendant la production. Il est crucial de gérer correctement ces poussières, et de choisir la bonne méthode....