採掘用集塵機を選択する際には、機器の有効性と環境基準への準拠を確保するために、いくつかの要素を考慮する必要があります。以下にいくつかの重要なポイントを示します...
セメント業界では、クリンカバルクローダ、集塵機、および関連機器の効率的な運用が重要です。S社では、セメントクリンカ製造ラインを...
1.プレヒーター・システムにおける内部空気漏れ 多くの企業が、キルン尾部プレヒーターにおける空気漏れ の問題に直面している。レベルIからレベルVまで、...
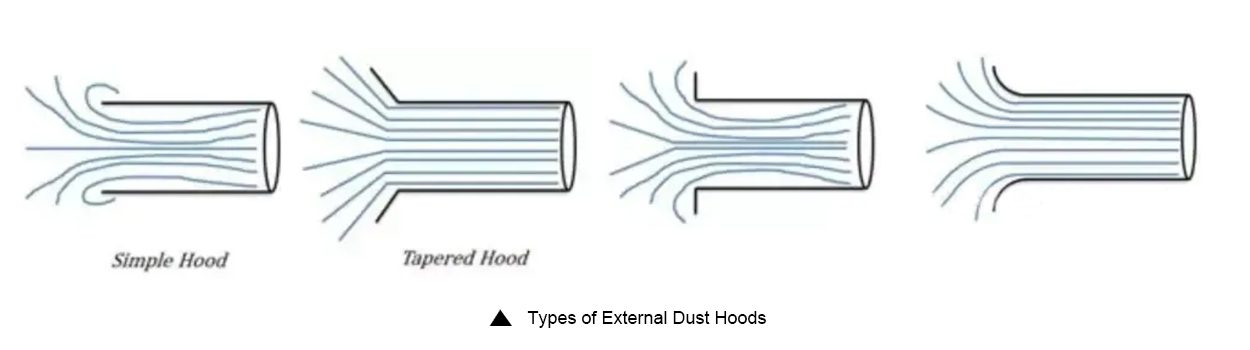
ダストフードの設計は、集塵システム全体のエアフローと圧力要件に直接影響します。うまく設計されたダストフードは、集塵システム全体の風量と圧力に大きく影響します。
単一機械のバッグ式集塵機の設置は、体系的なプロジェクトである。入念な準備と適切な操作が必要です。ここでは、詳細な設置手順を説明します。
バグフィルター集塵機は、工業用煙から効果的に空気を浄化し、粉塵を除去します。しかし、煙の温度が集塵機の最大許容温度を超えると、集塵機は...
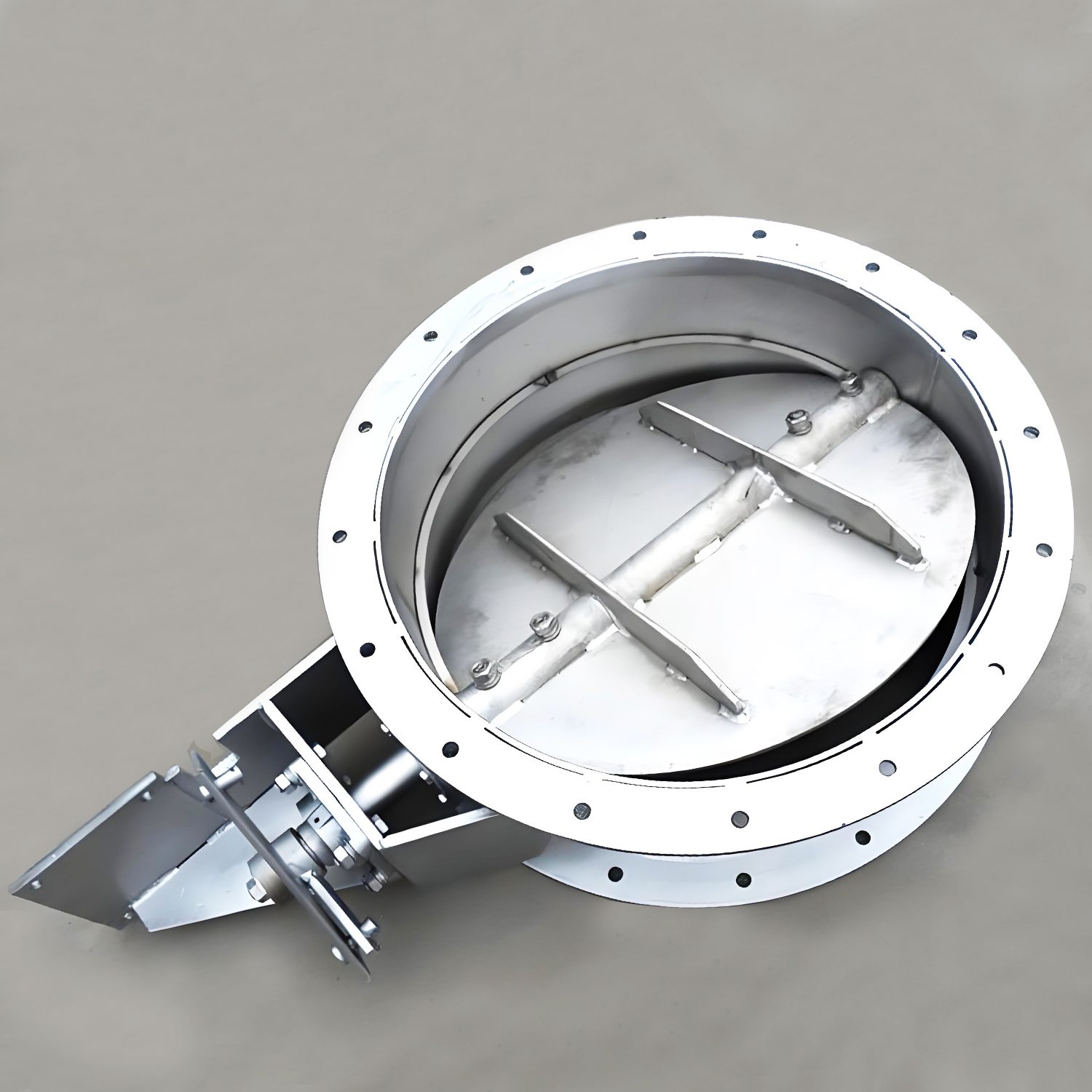
オートメーション制御の分野では、電動バタフライバルブが一般的に使用されている。電動バタフライバルブは、主にオン/オフバルブと調整バルブの2種類に分類されます。この二つの...
U型スクリューコンベヤは、高品質の鋼で作られています。化学、建築、穀物、食品など様々な業界で広く使用されています。この装置は...
排煙脱硫は、排煙やその他の産業廃棄ガスから硫黄酸化物(SO₂およびSO₃)を除去するプロセスを指す。この技術の役割は...
クリンカー・バルクローダーは、電力、建設、化学、農業など、さまざまな産業で欠かせない存在です。クリンカ・バルクローダは、乾燥した粉状・粒状の原料を効率的に車両や...
工業生産において、ボイラーバッグ集塵機は粉塵排出の削減と環境保護に重要な役割を果たしている。最近、我々は包括的な...
工場や作業場では、生産中に有害な粉塵やガスが大量に発生する。この粉塵を適切に管理することは非常に重要であり、適切な方法を選択する...
WhatsAppはこちら