信頼できるバルクローディング・メーカーをお探しですか?もう探す必要はありません。当社は、セメント機械用バルクローディングマシンのトップメーカーです。
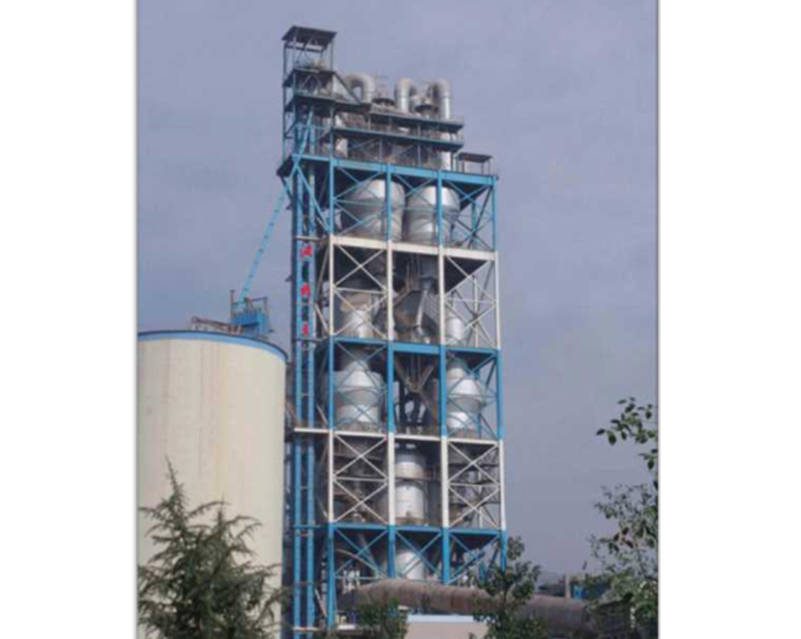
弊社Darkoが実施した湖北凌豐セメント有限公司の集塵機プロジェクトは、空気品質の向上と排出ガスの削減を目的としている。このプロジェクトでは...
バッグハウス集塵機プロジェクト 南通ダーコー建材機械が華信の集塵機設備を落札した。これは1億トンの機械製...
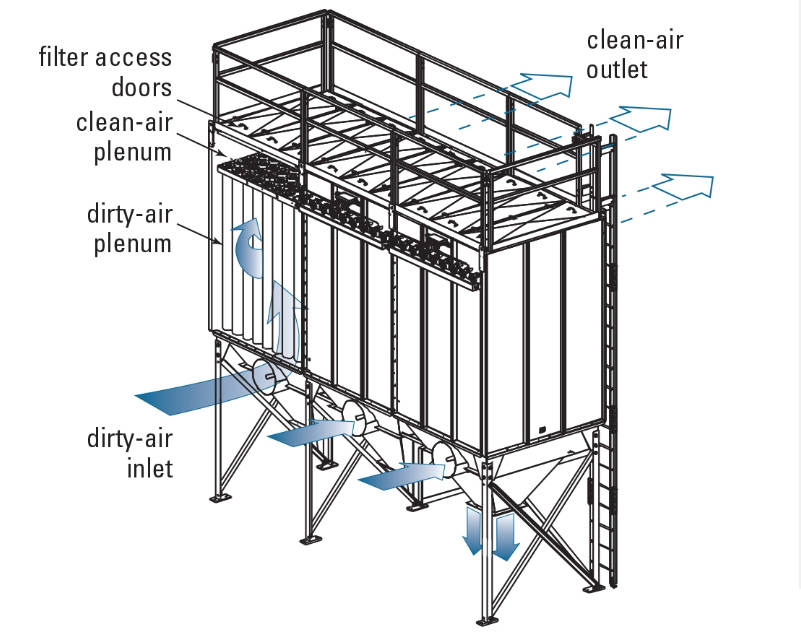
集塵システムの重要性 ほぼすべての産業施設において、バグハウス・ダストコレクターは空気の質を維持する上で重要な役割を果たしています。集塵システムは、空気環境に大きな影響を与えます。
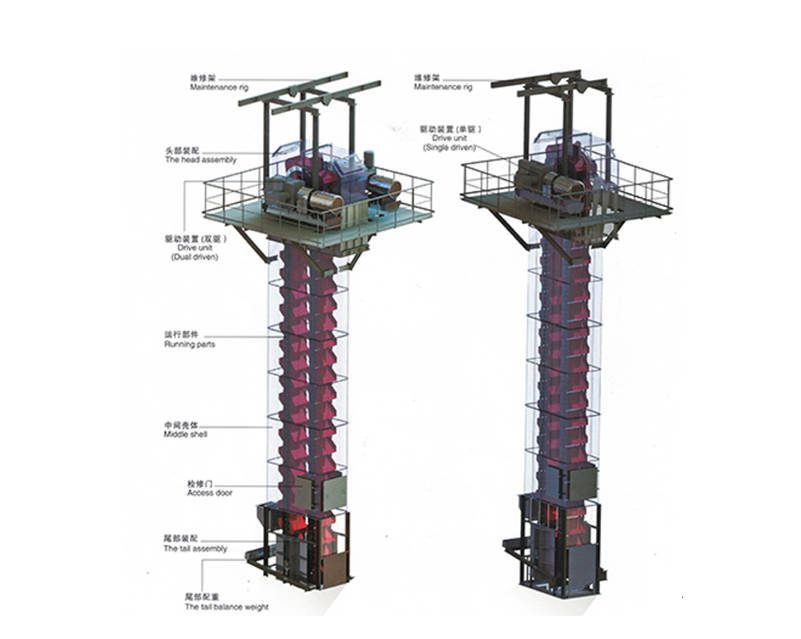
概要 NE/NSEプレートチェーンバケットエレベータは、粒状物の垂直搬送に不可欠な装置です。このエレベーターは、粒状物を効率的に搬送するように設計されています。
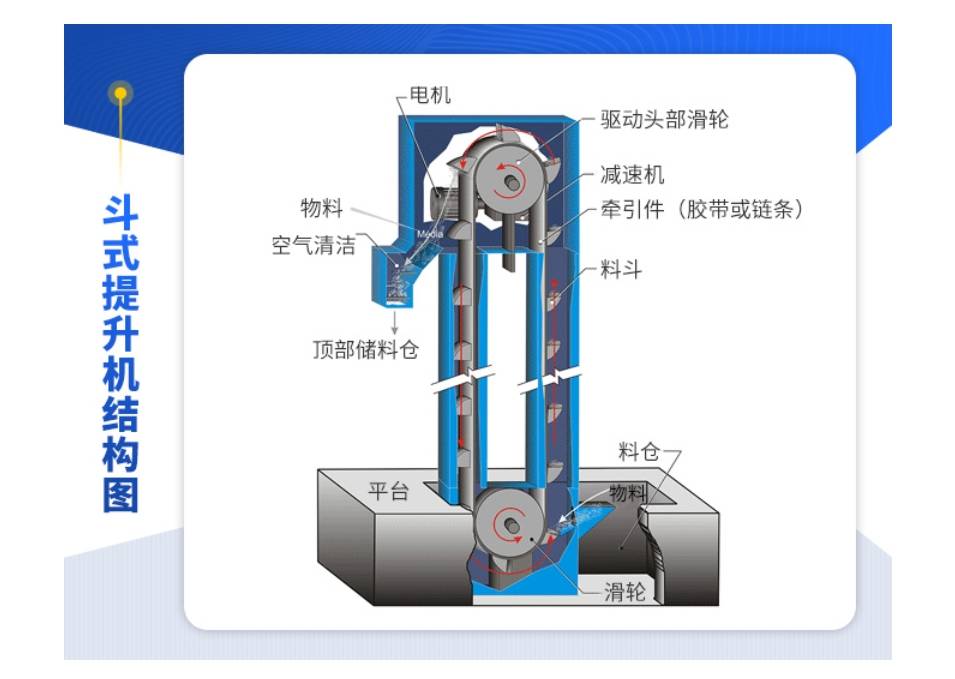
バケットエレベーターを選ぶ際には、あらゆる要素が重要です。バケットエレベーターを選ぶ際、あらゆる要素が重要です。バケットエレベーターを選ぶ際、どのような点に気をつければよいのでしょうか。
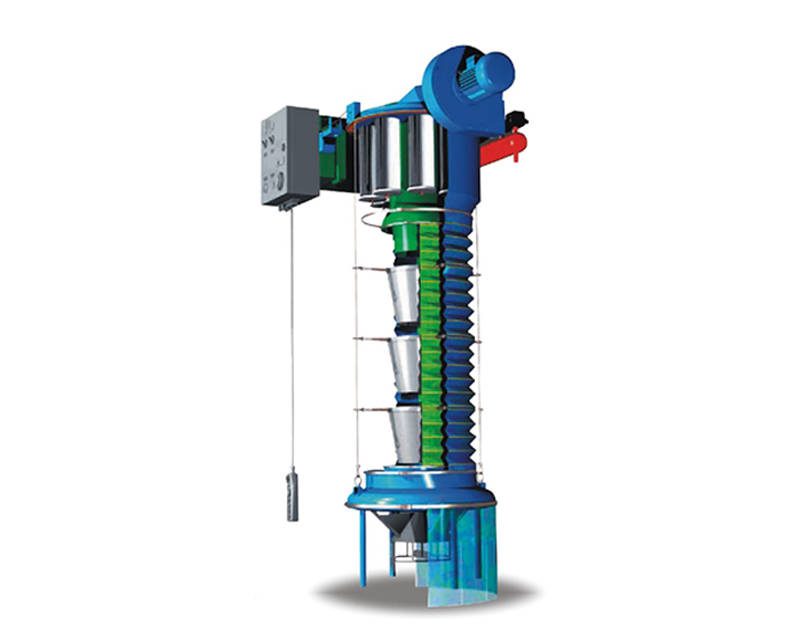
概要 N-TGDワイヤロープベルト式バケットエレベーターは、乾燥したバルク材を効率的に垂直輸送するために設計されています。引裂き防止スチールワイヤーロープコアコンベヤを使用し...
はじめに 従来の材料輸送は、多くの場合、エネルギーの使用、材料の分散、廃棄物に直面しています。その結果、これらの問題は地球資源を圧迫しています。これに対し、バケットエレベータは...
販売戦術を理解する 弊社の豊富な業界経験により、バグハウスダストコレクターに関して一部の販売担当者が使用する戦術を認識しています。多くの場合、彼らは自分の利益を優先します...
ベルトコンベヤとは?ベルトコンベヤは、材料や商品、さらには人などの物理的な物品を、ある場所からある場所へと運搬するために設計されたシステムです。
ボトムディスチャージバルクローダーの紹介 ボトムディスチャージバルクローダー(SZ-Iモデル)は、貯蔵施設でのバルクハンドリングにおいて重要な役割を果たします。このローダーは、貨物の積み込みと...
WhatsAppはこちら