コンテンツにスキップ
電子メール
テル
ワッツアップ
検索
Youtube
リンクトイン
フェイスブック
ティクトク
ツイッター
電子メール
テル
ワッツアップ
検索
ティクトク
ツイッター
Youtube
リンクトイン
ホーム
製品紹介
集塵システム
バルクローダーシステム
搬送システム
セメント粉砕
セメントサイロシステム
バルブ
スペアパーツ
エアスライドファブリック
ベルトコンベヤローラ
エキスパンション・ジョイント
フィルターバッグ
集塵機フィルターバッグ
事例
ニュース
会社概要
対象業界
会社概要
お問い合わせ
Japanese
Spanish
Arabic
Portuguese
French
English
Russian
ホーム
製品紹介
集塵システム
バルクローダーシステム
搬送システム
セメント粉砕
セメントサイロシステム
バルブ
スペアパーツ
エアスライドファブリック
ベルトコンベヤローラ
エキスパンション・ジョイント
フィルターバッグ
集塵機フィルターバッグ
事例
ニュース
会社概要
対象業界
会社概要
お問い合わせ
Japanese
Spanish
Arabic
Portuguese
French
English
Russian
検索
検索
ホーム
>
2024年
>
10月
>
26日
コネクト
もっと見る
電話:+86-15370455293 +86 15365564889
Eメール:sales@darko-tech.com
24時間ホットライン+86 15370455293 +86 15365564889 ( WhatsApp )
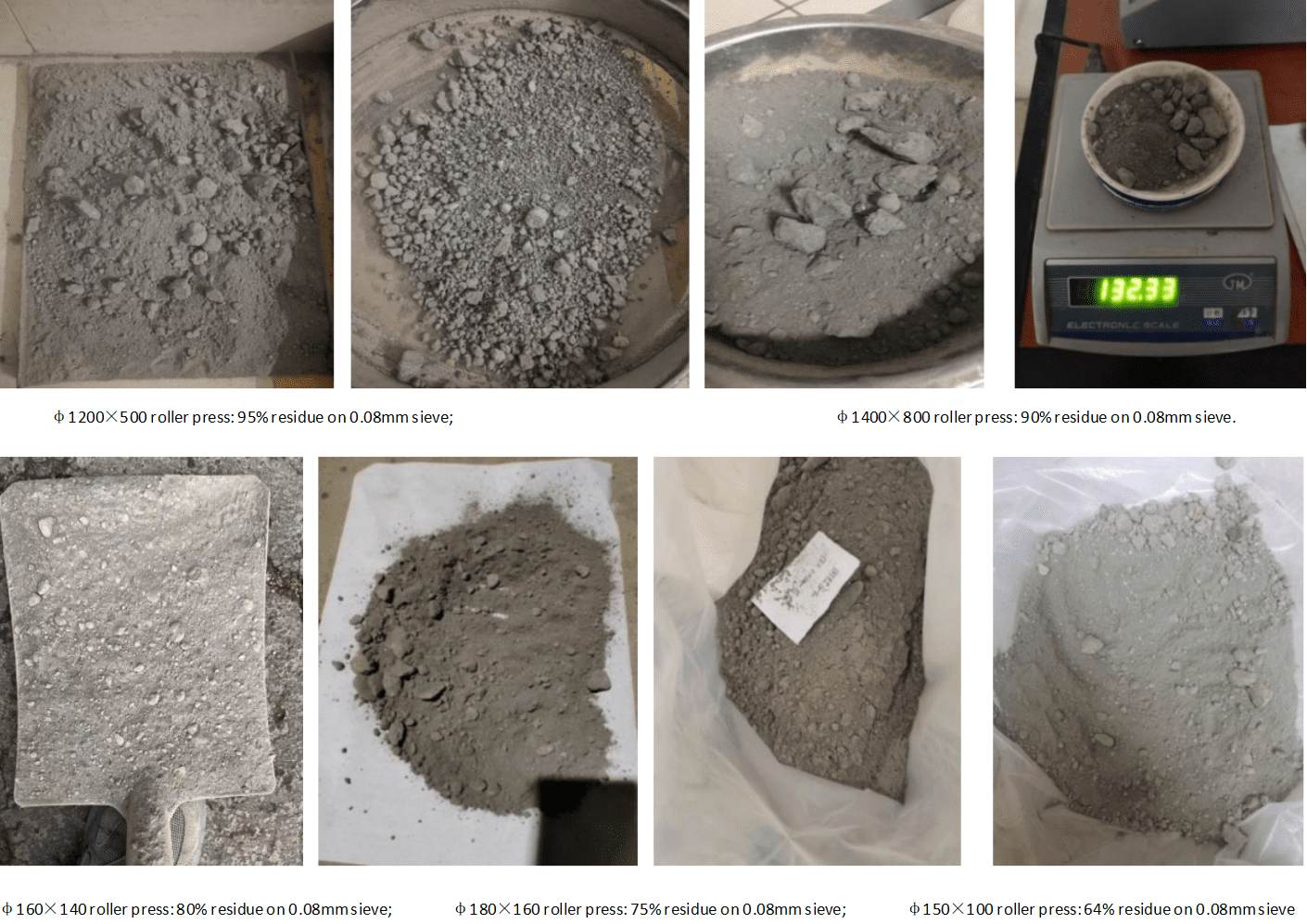
効率的なローラープレスソリューション
10月 26, 2024
一休みして、すべてを読む
ニュース
効率的なローラープレスソリューション
2024-10-26
ビジネスを強化したいですか?
ご連絡をお待ちしております。
お問い合わせ
We've detected you might be speaking a different language. Do you want to change to:
English
English
Russian
French
Portuguese
Arabic
Spanish
Japanese
Change Language
Close and do not switch language
We've detected you might be speaking a different language. Do you want to change to:
English
English
Russian
French
Portuguese
Arabic
Spanish
Japanese
Change Language
WhatsAppはこちら