カートリッジ式集塵機は、フィルターエレメントとしてカートリッジを使用し、パルスジェット技術を採用しています。小型、高効率、低投資、...といった大きな利点があります。
バケットエレベーターは、無端トラクションエレメントに取り付けられた一連のバケットを使用して、材料を垂直に持ち上げる連続搬送機である。バルク...
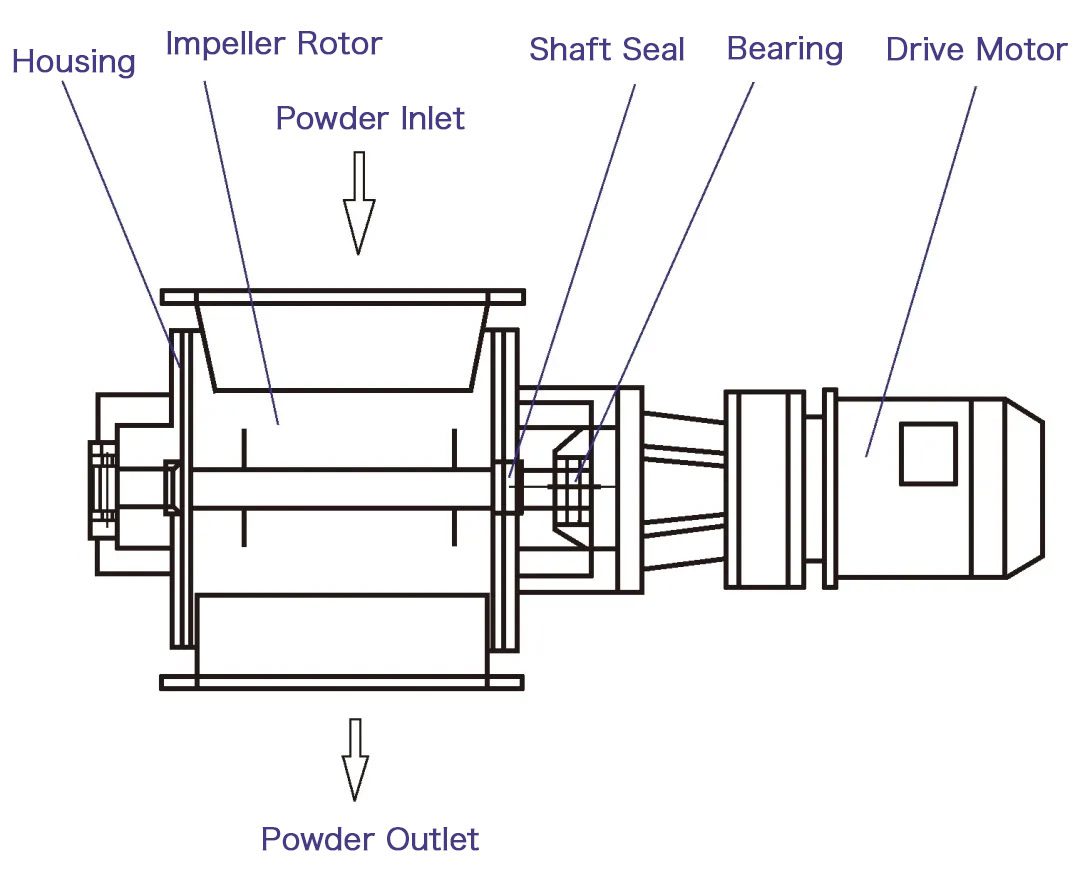
スター排出バルブは、ロータリー排出バルブとしても知られ、化学、石炭、冶金、食品加工などの産業で広く使用されています。それは...
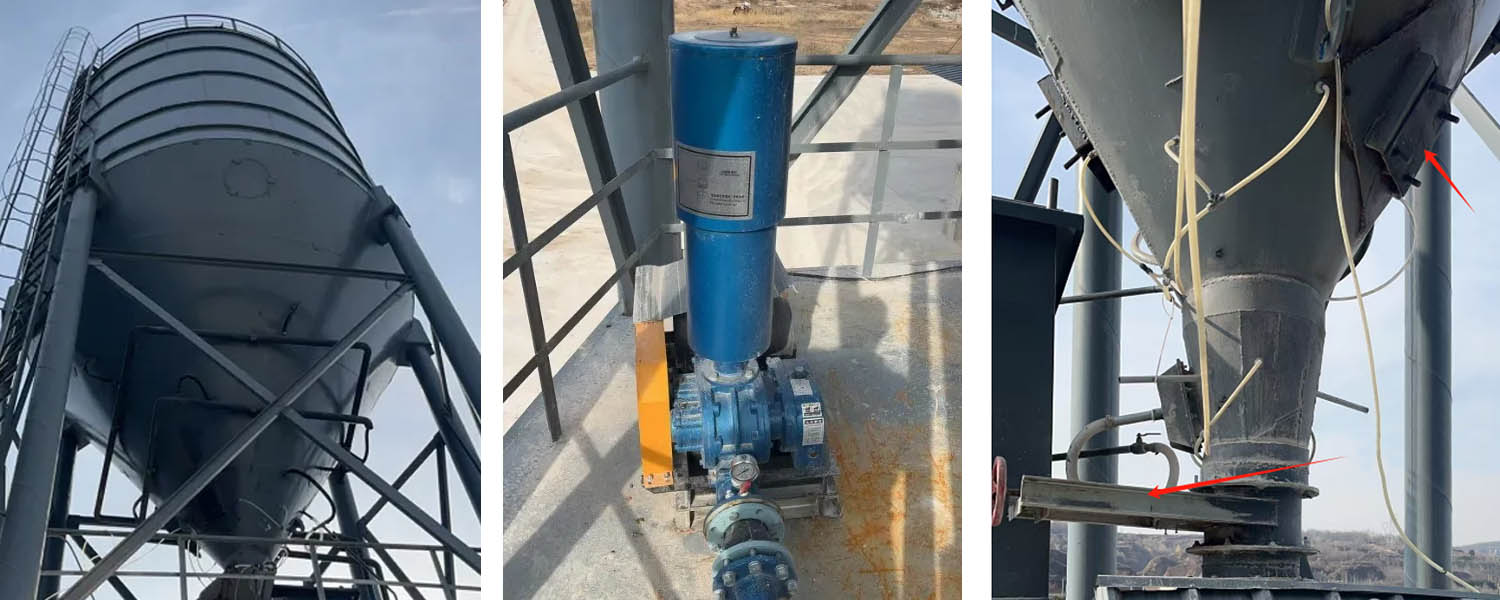
はじめに S社はΦ18×35のセメントサイロを6基所有している。図に示すように、サイロ1、2、3、4の下には空気輸送シュートがある。
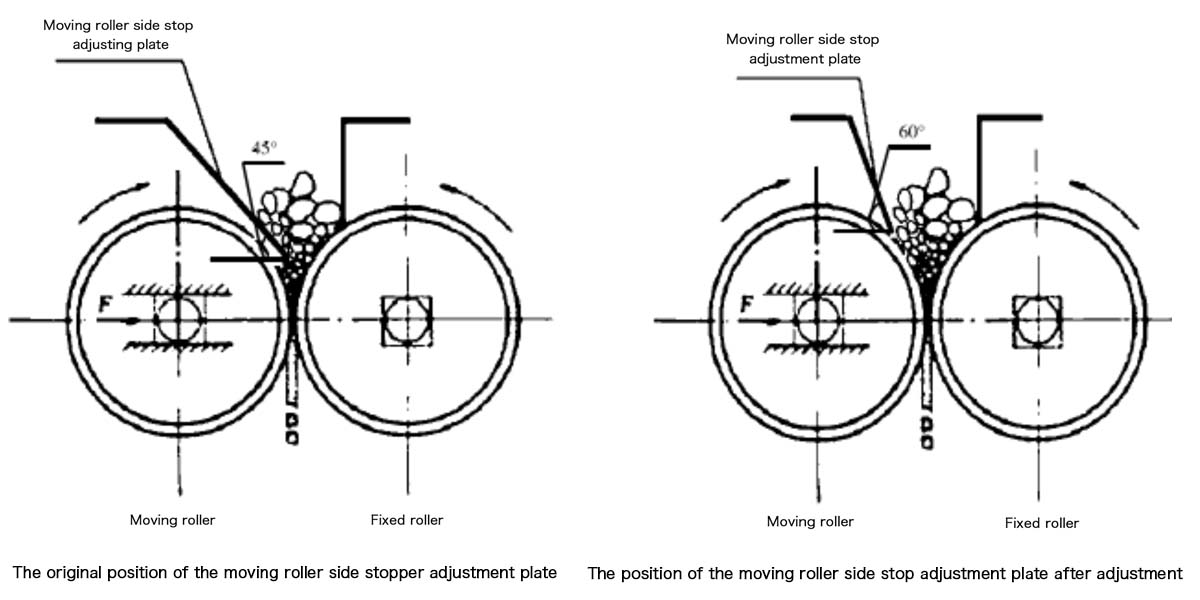
2007年5月の試運転以来、A社のセメント予備粉砕システムは、ロールプレスの頻繁な不具合に直面してきました。これらの問題には、低速で不安定な...
パルスバッグ集塵機を選択する際には、複数の要素を考慮する必要があります。これにより、選択した装置が実際の生産ニーズに合致し、効率的で...
ボイラー集塵機は、様々なボイラーシステムで使用される重要な産業機器です。その主な機能は、煙道から粒子状物質をフィルタリングして捕捉することです...
最近、中国山西省の石粉会社から連絡がありました。彼らの報告によると、石粉鉄鋼サイロにバルクローディング装置を設置した後、彼らの...
現代の産業において、立形粉砕システムの効率は生産コストとエネルギー消費に直接影響します。ここでは、消費電力を削減する効果的な方法をいくつかご紹介します。
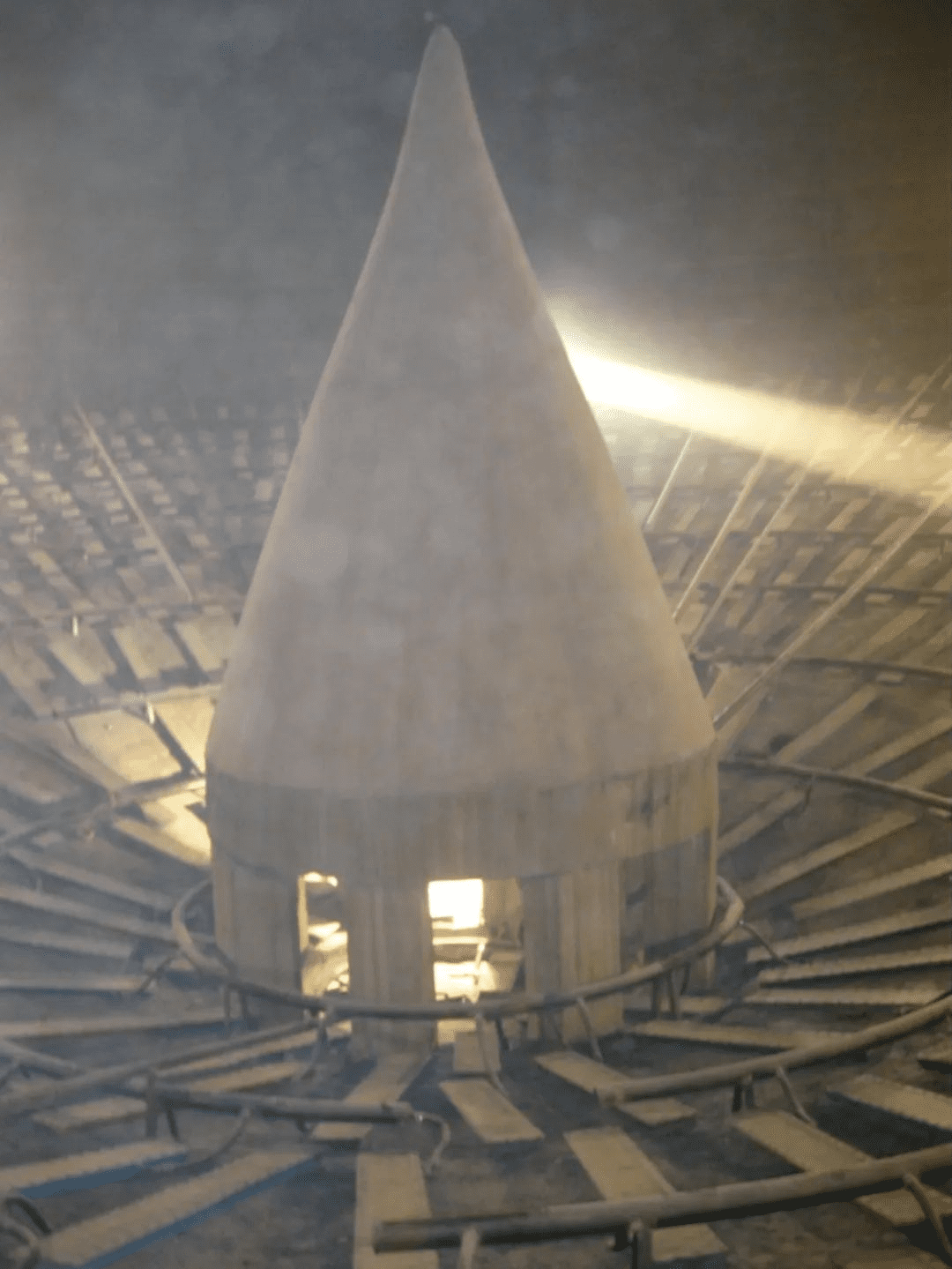
粉体サイロは、工業企業にとって極めて重要な設備です。製造材料の均質化、貯蔵、バランスを担っています。これらのサイロには、さまざまな...
リバーシブルコンベヤは、主に正逆両方向に搬送物を搬送するニーズに対応します。リバーシブルコンベヤは、短距離輸送に広く使用されています。しかし、...
原料用竪型ミルは、セメント製造における重要な粉砕装置である。その運転安定性は、生産効率と製品品質に直接影響する。しかし、多くの企業では、しばしば...
WhatsAppはこちら