工業生産において、集塵機バッグの寿命と交換頻度は、効率的な運転のために非常に重要です。まず、集塵機バッグの交換時期を理解する必要があります。
2022年、あるセメント工場がバケットエレベーターの排出シュートを改修するプロジェクトを開始した。彼らは南通ダーコー建材機械有限公司に...
ステンレス製集塵機は先進的な集塵機であり、そのユニークな素材によって従来の鉄製集塵機とは一線を画している。そのため...
バタフライバルブは、空気、水、蒸気、腐食性物質、スラリー、油、液体金属、放射性物質など、様々な流体の流れを制御する上で重要な役割を果たしています。
竪型ミルは、セメント製造における重要な設備である。その稼働状況は、セメントの歩留まりと品質に直接影響する。
セメント製造工程は、絶えず革新と最適化を求めている。7段式セメントキルン予熱器の導入は、重要な問題を提起している。この変化は何を意味するのか?
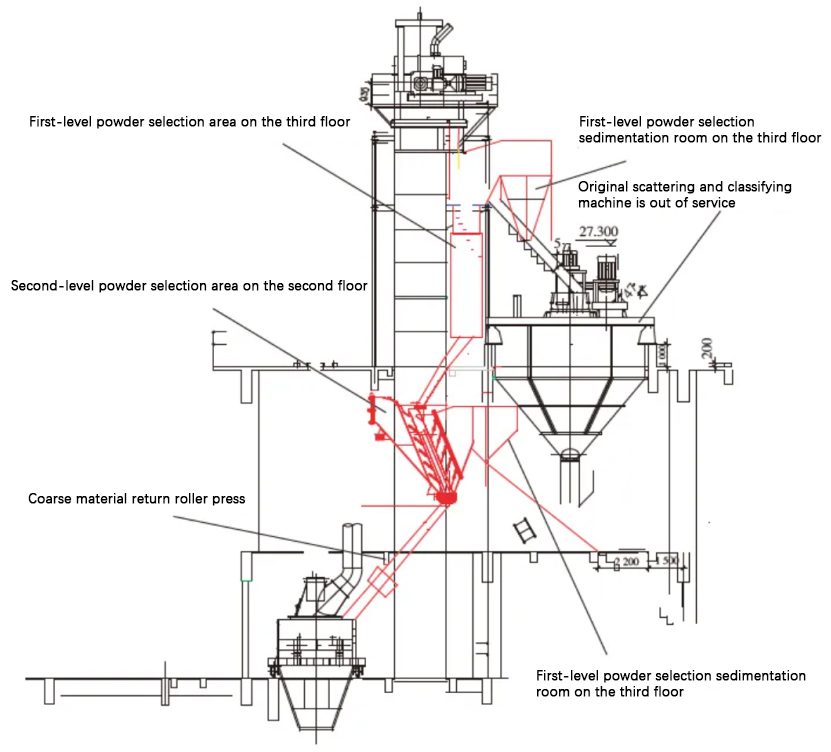
システムの問題点 中国華興は、ローラープレス、分散分級機、セメントボールミルで構成される複合開放式粉砕システムを持っています:ローラープレス:...
竪型ローラーミル(VRM)は、セメント産業で不可欠な機器となっている。乾燥および粉砕工程に広く使用されている。これらの機械は、セメントを粉砕する...
スター排出バルブは、負圧下で作動する排出ポイント用に設計されたアンローディング装置です。回転するローターを使用して材料を搬送します。この...
高温用ダストフィルターバッグは、産業用集塵システムにおいて重要な役割を果たします。その寿命は、運転効率とメンテナンスコストの両方に直接影響します。したがって、寿命延長...
セメント生産において、ローラープレスは重要な設備であり、その運転安定性は生産効率と製品品質に直接影響する。以下に...
粉塵爆発を防ぐには、多面的なアプローチが必要である。粉塵爆発は、粉塵濃度が一定レベルに達し、空気と混合し、発火源に遭遇したときに起こる。
WhatsAppはこちら