粉砕システムのエネルギー消費量は、その性能を示す重要な指標である。現在、粉砕技術は、縦型粉砕機のような完全なボールレスシステムへと進化しています。
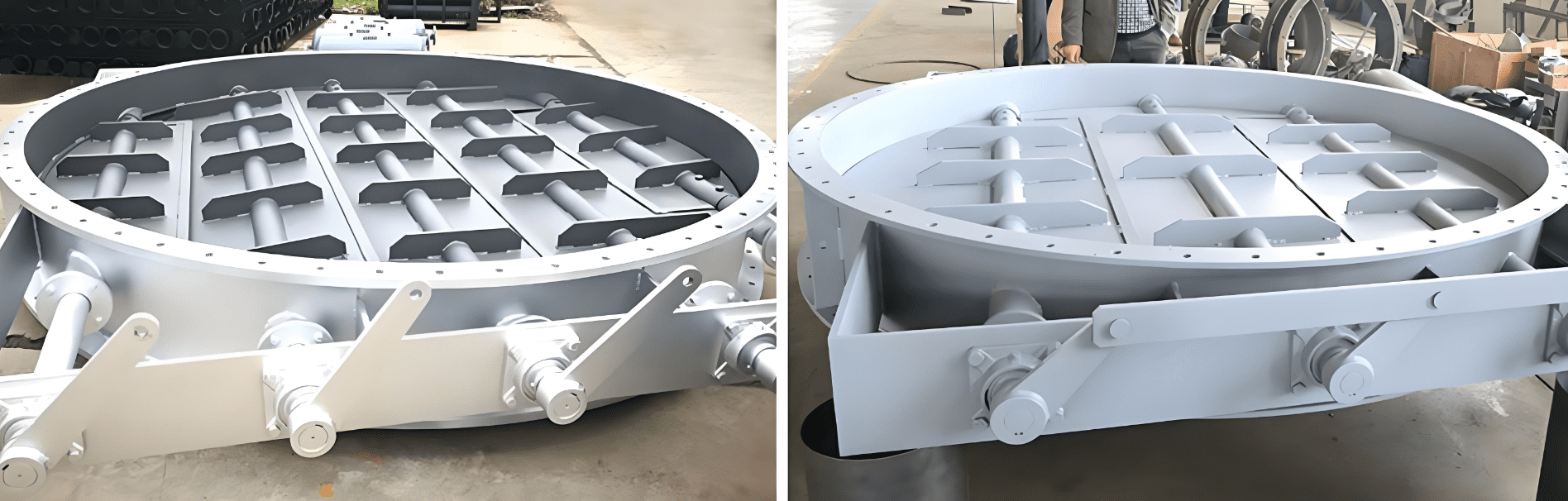
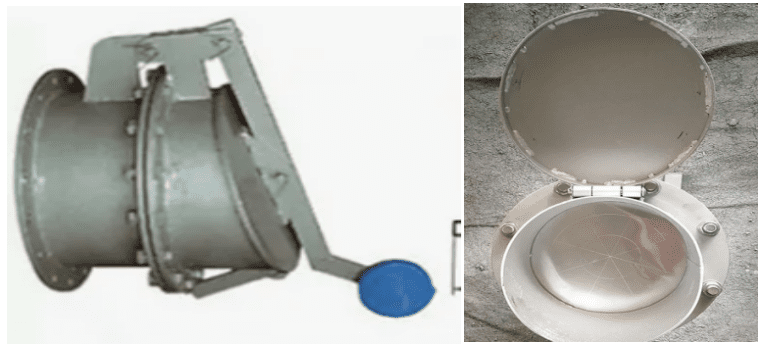
ルーバーとバタフライバルブは、工業用パイプラインで一般的に使用されています。これらは主に流体の流れと圧力を調整し、スムーズな工業プロセスを保証します。しかし、どちらも...
運転中、ボイラー集塵機の排ガス温度が高くなることはよくある問題です。これは集塵効率に影響を与えるだけでなく、...
エアスライドコンベヤは乾燥粉体の空気輸送に広く使用され、特にセメント業界ではセメントや原料ミールの輸送に使用されています。
サイクロン集塵機は、大気汚染防止において重要な役割を果たしている。各コンポーネントには特定の寸法比があります。これらの比率が変化すると、大気汚染防止に大きな影響を与えます。
環境規制が厳しくなる現代。ゴミ焼却用フィルターバッグの重要性はますます明らかになっています。100% PTFEフィルターバッグを使用することは...
工業化の加速に伴い、環境保護と公害防止は世界的な優先課題となっている。様々な公害防止技術の中でも、集塵機は効果的な空気浄化装置として機能している。集塵機は...
環境規制が強化されるにつれ、採石場における適切なダストコントロールの実施は不可欠となっています。このガイドでは、スクリーニング装置とベルトコンベヤという2つの重要な分野に焦点を当てています。
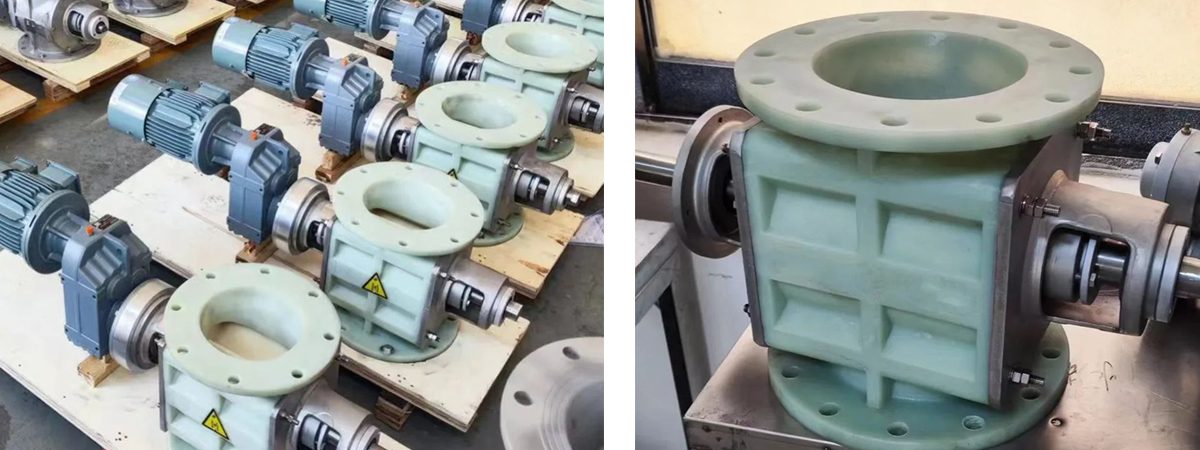
ロータリ・アンローディング・バルブの動作原理 ロータリ・アンローディング・バルブは、除塵装置において、灰の排出、エアーの供給、その他の...
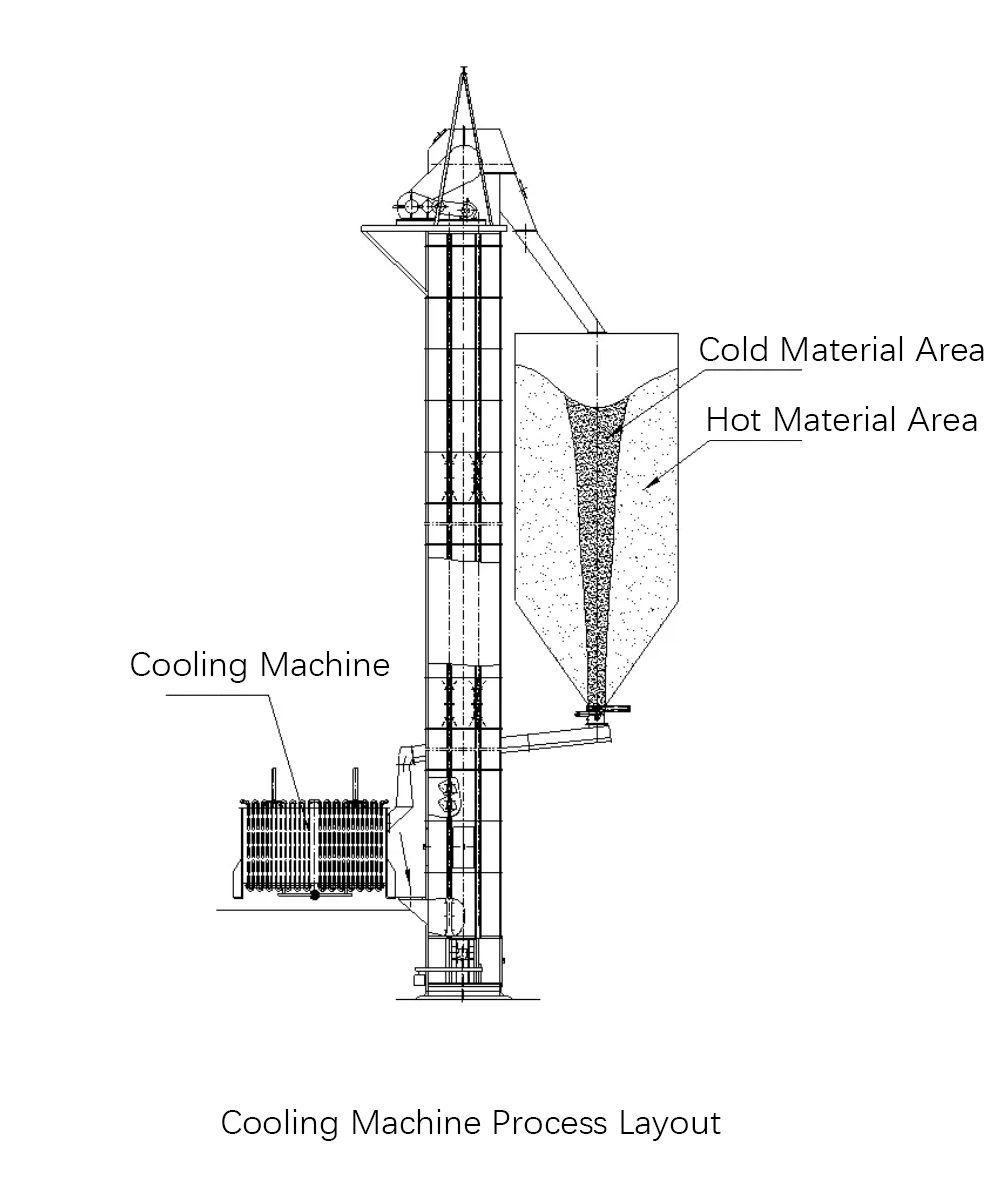
セメント製造において、冷却プロセスは製品の品質と性能を確保するために非常に重要です。主に、オンライン冷却と保管後冷却の2つの方法が使用されます。貯蔵後冷却...
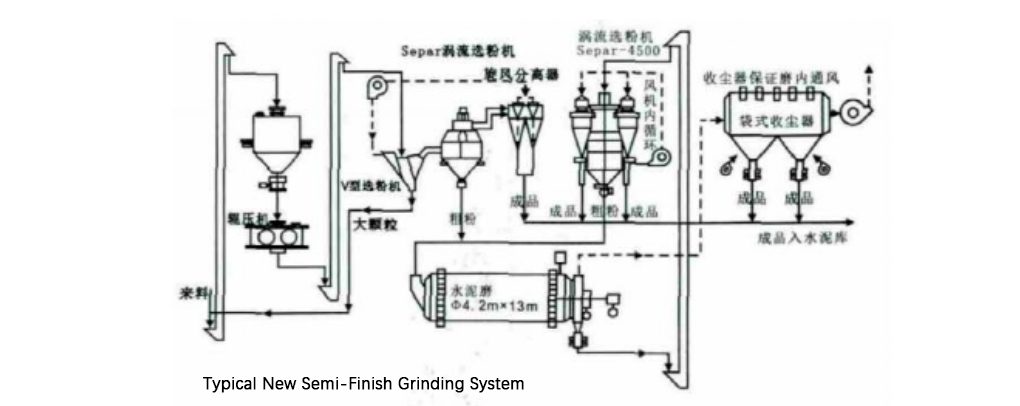
(Sプラント技術レポート・日独方式) プロセス革新のハイライト Sセメントプラントの閉回路粉砕システムは、以下のような方法で業界トップクラスの性能を達成しています:CKP-170竪型ミル + φ3.9m×12m...
粉塵爆発は、空気中に浮遊する可燃性の粉塵粒子が特定の条件下で酸素と反応し、極度の熱と圧力を放出することで発生します。このような状況を緩和するために...
WhatsAppはこちら