Darkoの企業ニュースへようこそ!このページでは、業界の最新情報、製品情報、専門的な洞察にアクセスできます。市場をより深く理解し、ビジネスを強化するために、詳細な分析、実用的なガイド、成功事例を提供します。当ブログは、お客様、パートナー、業界愛好家の皆様に、価値ある情報とユニークな視点を提供することを目的としています。
ニュースが顧客にもたらすメリットには主に以下のようなものがある:
サイクロン集塵機は、大気汚染防止において重要な役割を果たしている。各コンポーネントには特定の寸法比があります。これらの比率が変化すると、大気汚染防止に大きな影響を与えます。
環境規制が厳しくなる現代。ゴミ焼却用フィルターバッグの重要性はますます明らかになっています。100% PTFEフィルターバッグを使用することは...
工業化の加速に伴い、環境保護と公害防止は世界的な優先課題となっている。様々な公害防止技術の中でも、集塵機は効果的な空気浄化装置として機能している。集塵機は...
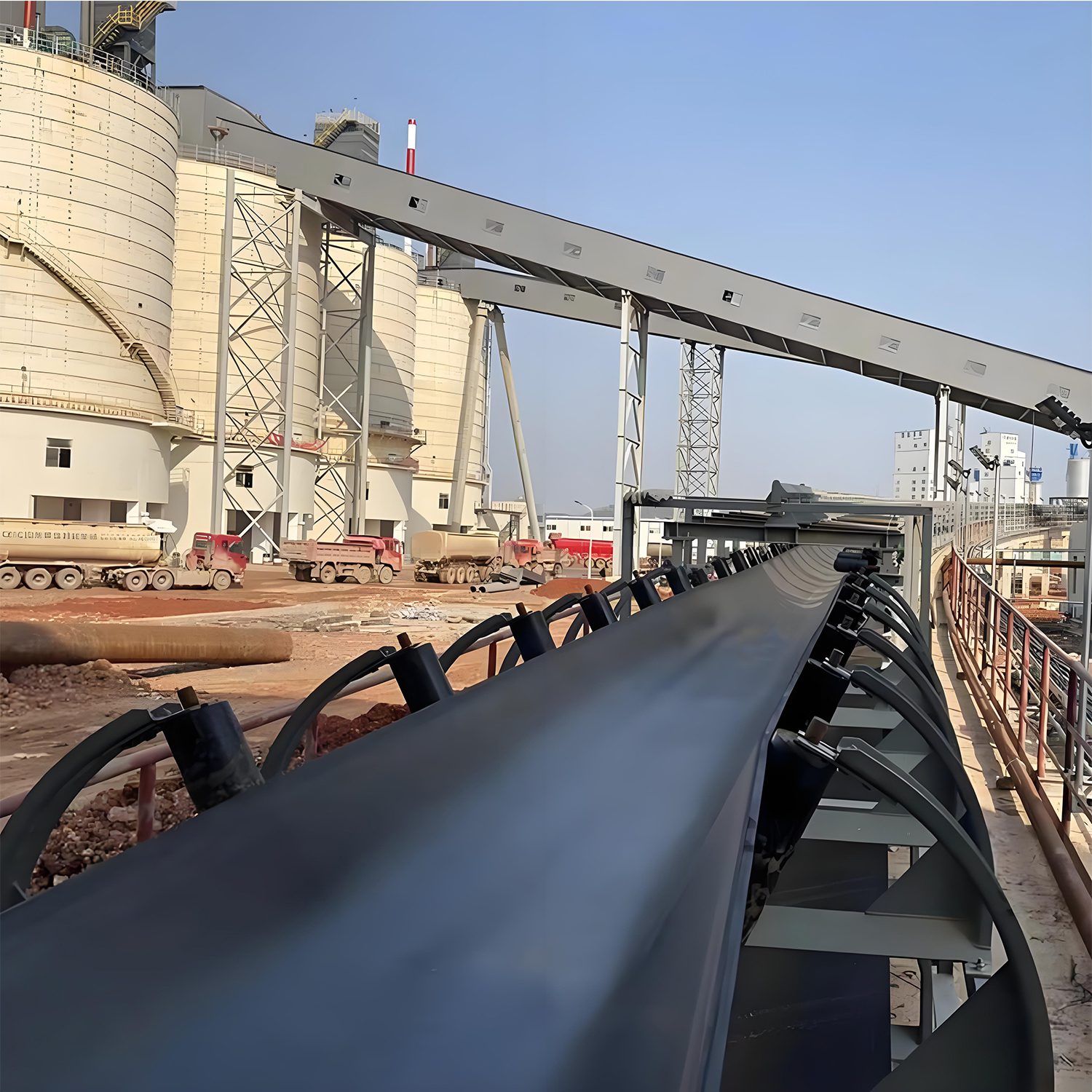
環境規制が厳しくなるにつれ、採石場における粉塵対策は業界の重要な焦点となっている。スクリーニング装置とベルトコンベヤは不可欠な機械です...
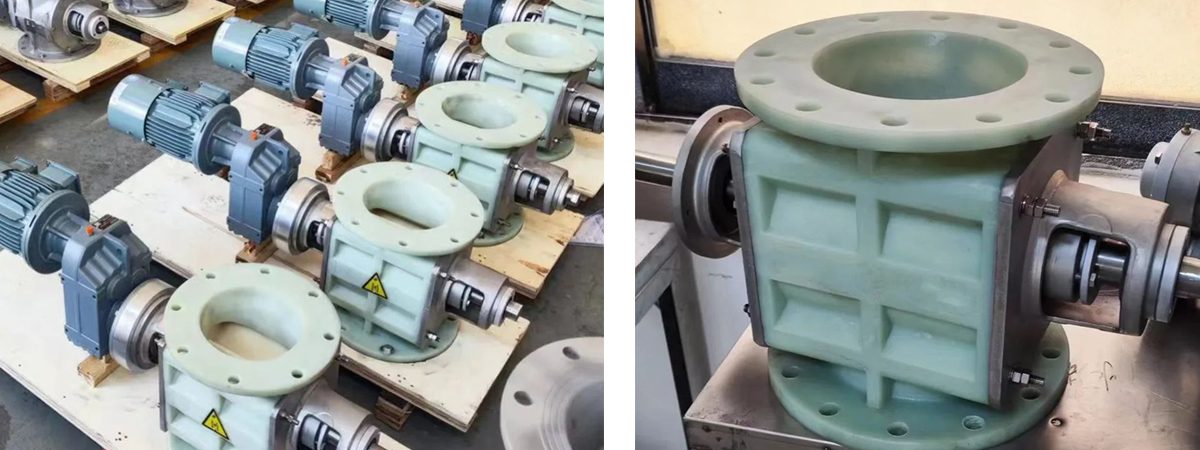
ロータリ・アンローディング・バルブの動作原理 ロータリ・アンローディング・バルブは、除塵装置において、灰の排出、エアーの供給、その他の...
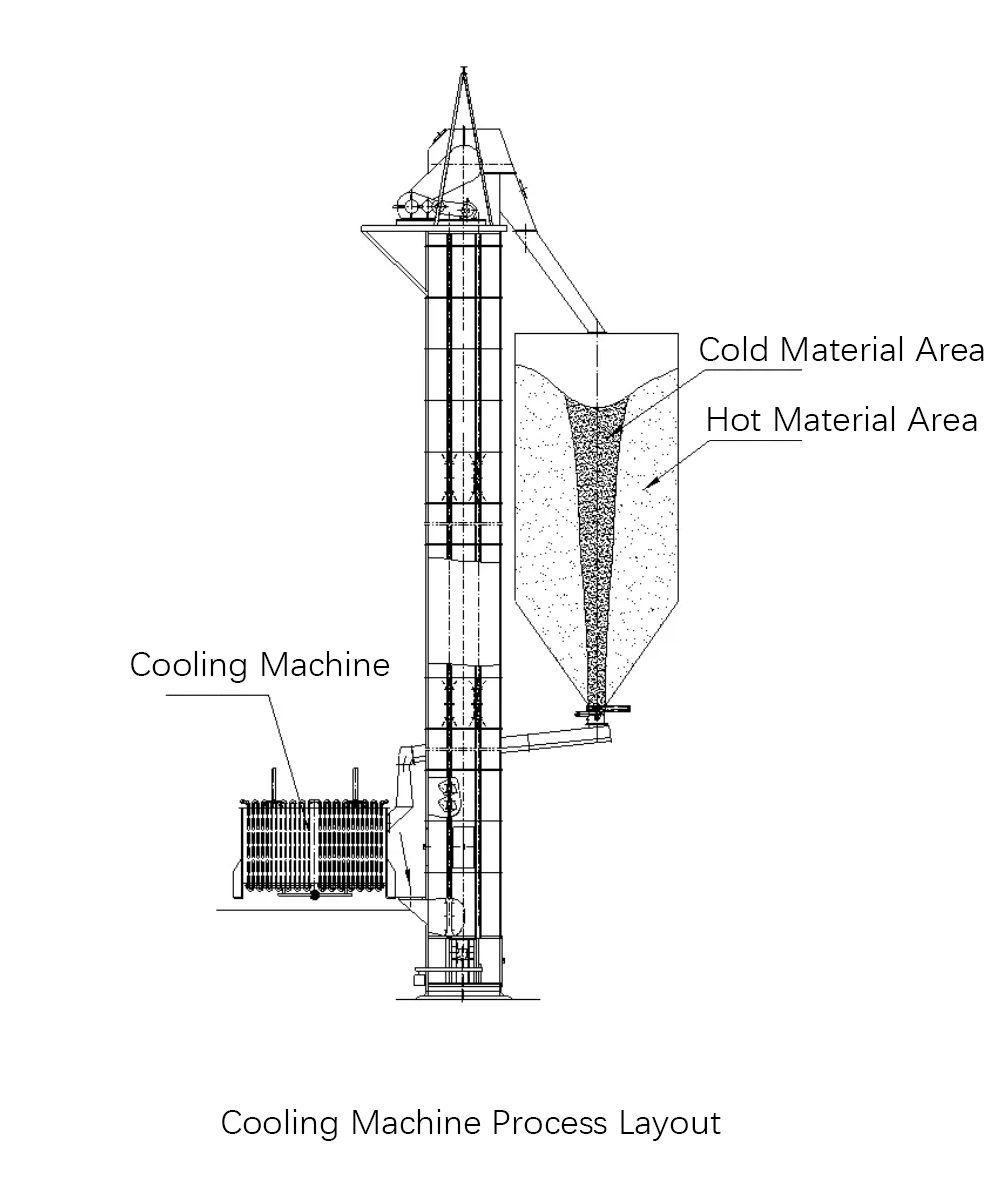
セメント製造において、冷却工程はセメントの品質と 性能を確保する上で重要な役割を果たす。セメントの冷却工程は、主に...
Sセメント工場は、近代的な乾式セメント工場です。先進的な粉砕設備と技術を採用している。このプラントでは、CKP竪型ミルと...
粉塵爆発は、空気中に浮遊する粉塵粒子が酸素と接触し、特定の条件下で急激な酸化反応を起こすことで発生する。この...
ベルトのミスアライメントは、ベルトコンベヤの運転において一般的かつ困難な問題である。ミスアライメントの根本原因は、正味の外力...
1.カートリッジ集塵機の動作原理と特徴 1.1 動作原理 カートリッジ集塵機は、フィルターエレメントとしてカートリッジを使用し、パルスジェット...
はじめに セメントは必要不可欠な建設資材である。その品質は、建物の安全性と耐久性に直接影響する。そのため、セメントの製造には、厳格な基準の遵守が求められる。
環境保護と省エネルギーへの意識が高まるにつれ、輸送が容易で汚染度が低く、正確な測定が可能なバルクセメントが...
WhatsAppはこちら