")
What’s a ATEX standard diverter valve?
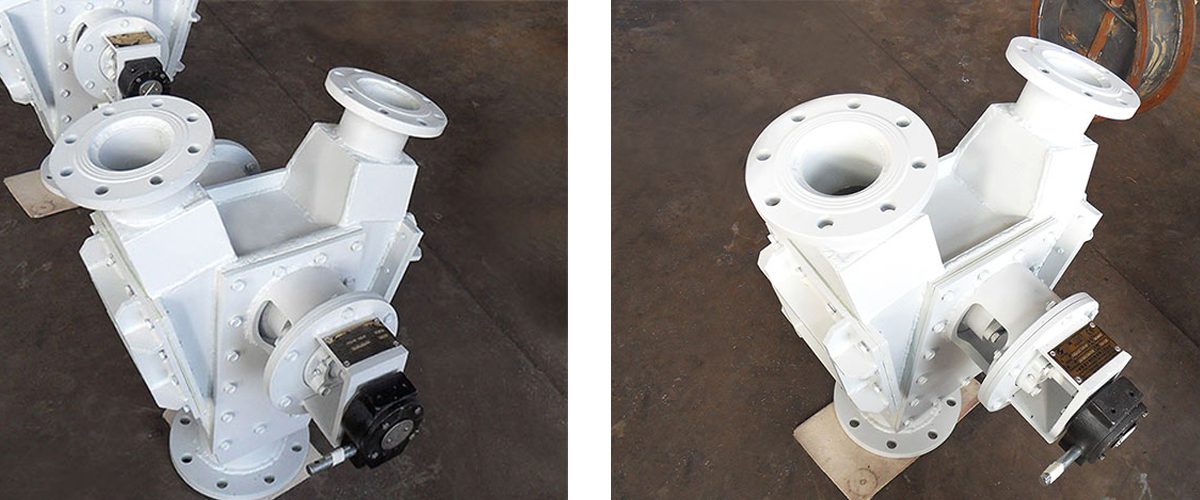
The ATEX standard diverter valve is an important explosion proof valve designed to prevent explosion accidents. Its working principle involves setting up a device at the three-way junction of a pipeline. This creates two gas-tight isolation chambers. As a result, the medium can be diverted or mixed without coming into contact with external air, thereby achieving explosion prevention. This valve has a small volume. It is easy to install and maintain, and it can be retrofitted onto existing pipelines. Darko’s ATEX standard valve is made of materials such as carbon steel, stainless steel, and titanium alloy.
Where is the application field?
The ATEX certification diverter valve is widely used in industries such as petroleum, chemicals, and power, mainly in locations like oil and gas pipelines, explosion-proof air conditioning systems, and refineries. In the petroleum and chemical industries, flammable and explosive environments are common. If an explosion occurs, it can cause significant harm and losses to personnel and equipment. Therefore, installing a ATEX certification diverter valve can reduce safety risks for companies and ensure the safety of production and employees.
In milling systems
The coal powder diverter valve serves as a switching device on the drop pipe beneath the fine powder separator in the coal powder delivery system. It transports and diverts powdered and granular materials such as raw coal, ash, coke, and ores. This valve ensures that materials are conveyed from one location to another and allows for diversion when needed.
In the chemical industry
The ATEX diverter valve controls the flow of fluids between two inlets by adjusting the valve’s opening. This changes the flow direction and achieves diversion control, making it widely used in controlling the synthesis and decomposition processes of chemical substances.
In the food processing sector
The diverter valve similarly ensures food hygiene and quality by regulating flow and changing flow direction. It is suitable for production environments that require adherence to food safety standards.
In industrial production
The ATEX diverter valve serves as a fluid control device, widely used for transporting and diverting powders and granular materials. It uses pneumatic force to convey materials from one pipeline to another, allowing for diversion when necessary.
Highlight
The advantages of the coal powder three-way valve’s explosion-proof technology primarily lie in its high safety, reliability, ease of operation, and versatility. This technology plays a crucial role in modern industrial production, ensuring safety and improving efficiency.
Moreover, regular maintenance is key to ensuring the long-term stable operation of the coal powder three-way valve. Scheduled maintenance not only ensures normal operation but also further enhances its safety and reliability. Therefore, selecting the appropriate model and configuration, along with regular maintenance, are critical measures to fully leverage the advantages of the coal powder three-way valve’s explosion-proof technology.
You may also like
|
|
|
|
|
|
|
|