Ao selecionar um coletor de poeiras para minas, é necessário ter em conta vários factores para garantir a eficácia do equipamento e a conformidade com as normas ambientais. Aqui estão alguns pontos-chave...
Na indústria do cimento, o funcionamento eficiente do carregador de clínquer a granel, do coletor de pó e do equipamento relacionado é crucial. A empresa S opera uma linha de produção de clínquer de cimento com...
1. Fuga de ar interna nos sistemas de pré-aquecimento Muitas empresas enfrentam problemas de fuga de ar no pré-aquecedor da cauda do forno. Do nível I ao nível V,...
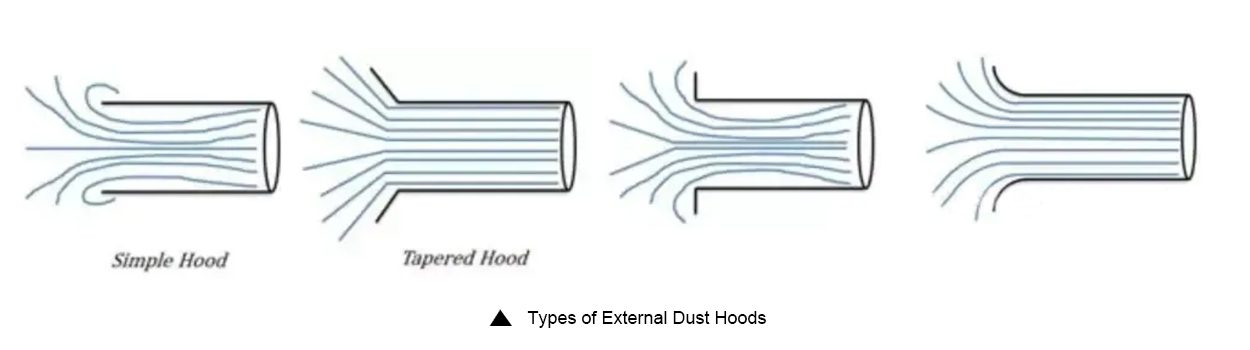
A conceção do exaustor tem um impacto direto no caudal de ar e nos requisitos de pressão de todo o sistema de recolha de poeiras. Um exaustor bem concebido pode...
A instalação de um coletor de pó de saco de máquina única é um projeto sistemático. Requer uma preparação cuidadosa e um funcionamento adequado. Aqui tens os passos de instalação detalhados para...
O coletor de pó com filtro de saco purifica eficazmente o ar e remove o pó do fumo industrial. No entanto, quando a temperatura do fumo ultrapassa a tolerância máxima do...
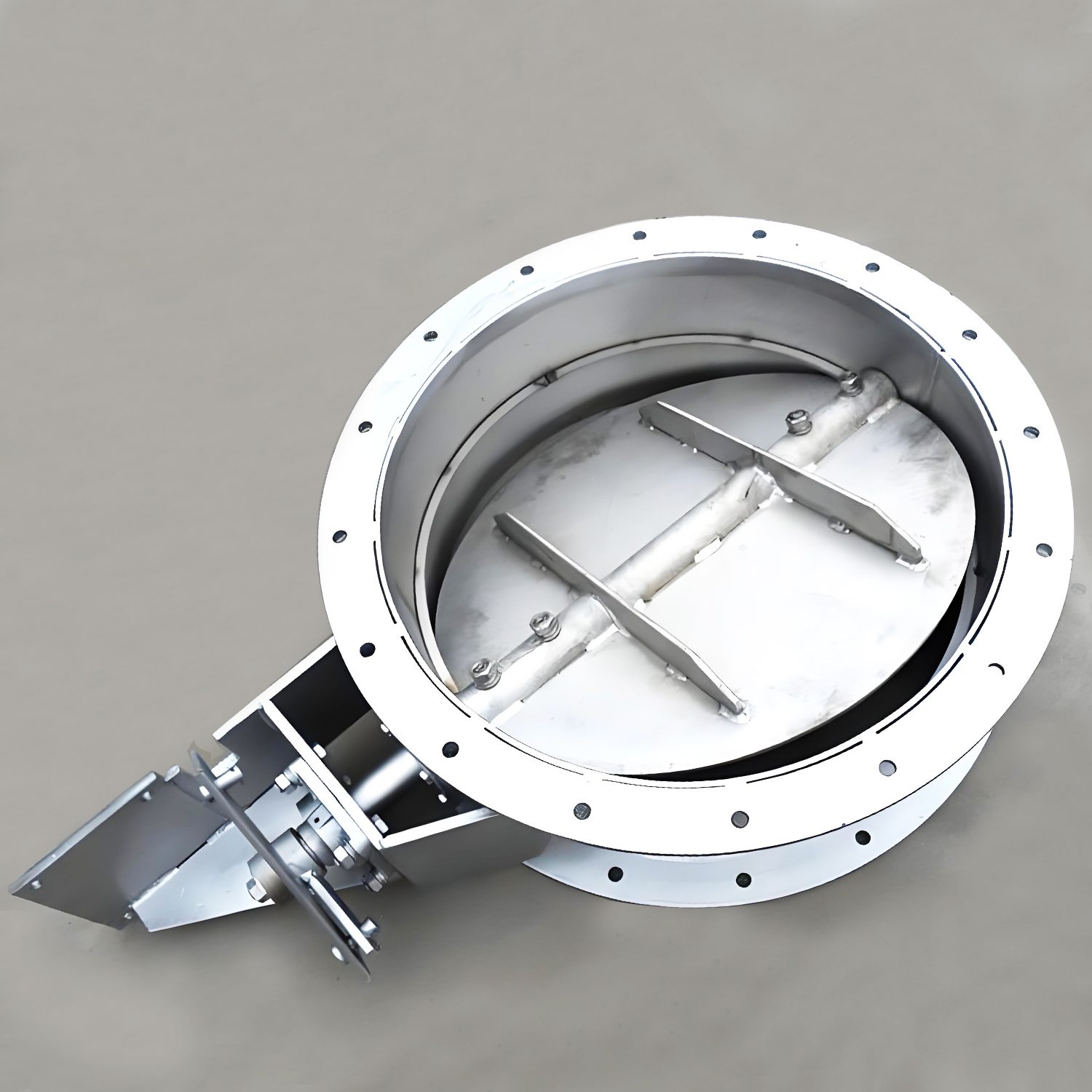
No domínio do controlo da automação, as válvulas de borboleta eléctricas são normalmente utilizadas. Estas dividem-se principalmente em duas categorias: válvulas de ligar/desligar e válvulas de regulação. Estas duas...
O transportador helicoidal tipo U é feito de aço de alta qualidade. É amplamente utilizado em várias indústrias, incluindo produtos químicos, construção, grãos e alimentos. Este equipamento é...
A dessulfuração de gás de combustão refere-se ao processo de remoção de óxidos de enxofre (SO₂ e SO₃) do gás de combustão ou de outros gases residuais industriais. Esta tecnologia desempenha...
Os carregadores de clínquer a granel são essenciais em várias indústrias, incluindo energia, construção, produtos químicos e agricultura. Carrega eficazmente materiais secos em pó e granulados em veículos e...
Na produção industrial, o coletor de pó de saco de caldeira desempenha um papel crucial na redução das emissões de pó e na proteção do ambiente. Recentemente, realizámos um estudo exaustivo...
Nas fábricas, as oficinas geram uma quantidade significativa de poeiras e gases nocivos durante a produção. A gestão adequada destas poeiras é crucial e a escolha do método correto...