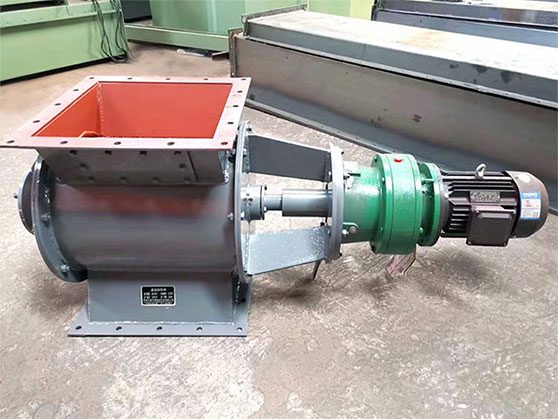
As válvulas rotativas são equipamentos essenciais em aplicações industriais, amplamente utilizadas em cimento, processamento de alimentos, química e outras indústrias. Uma válvula de alimentação rotativa funciona utilizando...
O trabalho industrial gera muita poeira. Quando a poeira se acumula e encontra uma fonte de ignição, pode levar a explosões catastróficas. Para manter as coisas mais seguras...
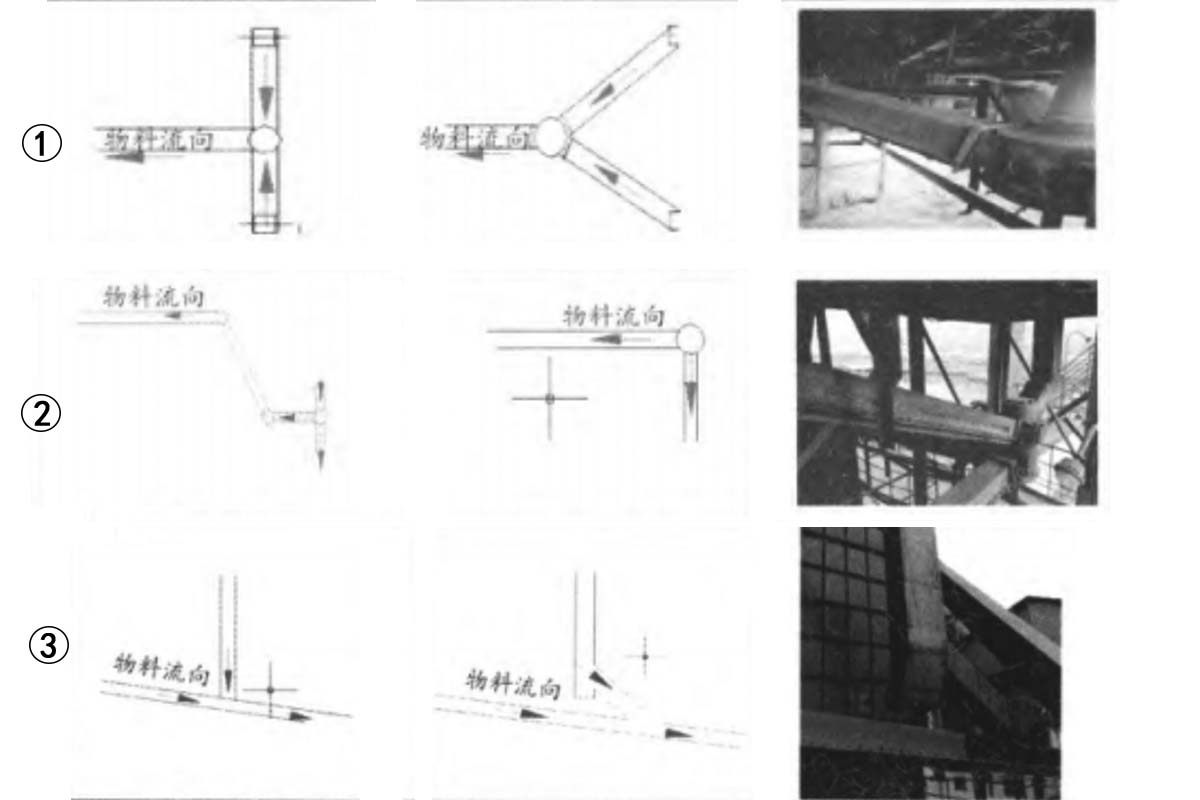
Os transportadores de correia são muito importantes nas fábricas e nas linhas de produção. Ajudam a poupar tempo e reduzem muito os custos de mão de obra. No entanto, as falhas mais comuns...
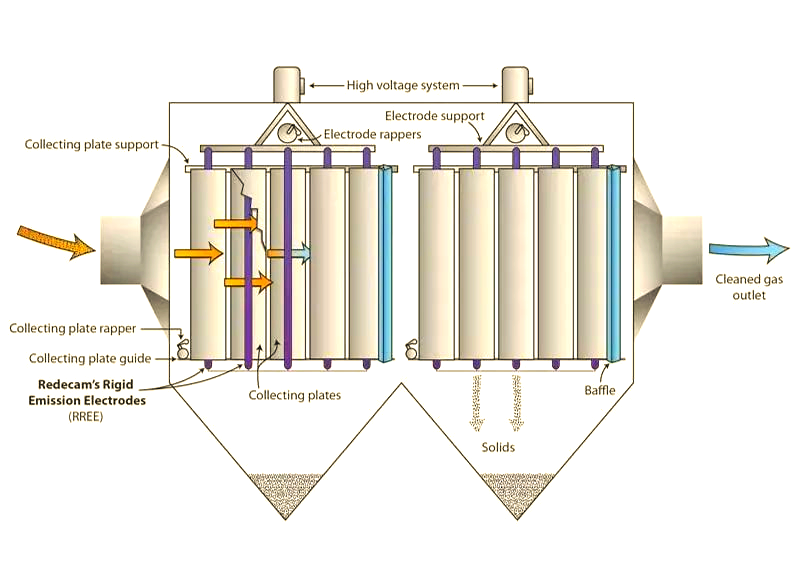
A tecnologia de remoção de poeiras para caldeiras a carvão percorreu um longo caminho. Passámos da utilização de sistemas de película de água e de casa de sacos para a utilização de sistemas electrostáticos...
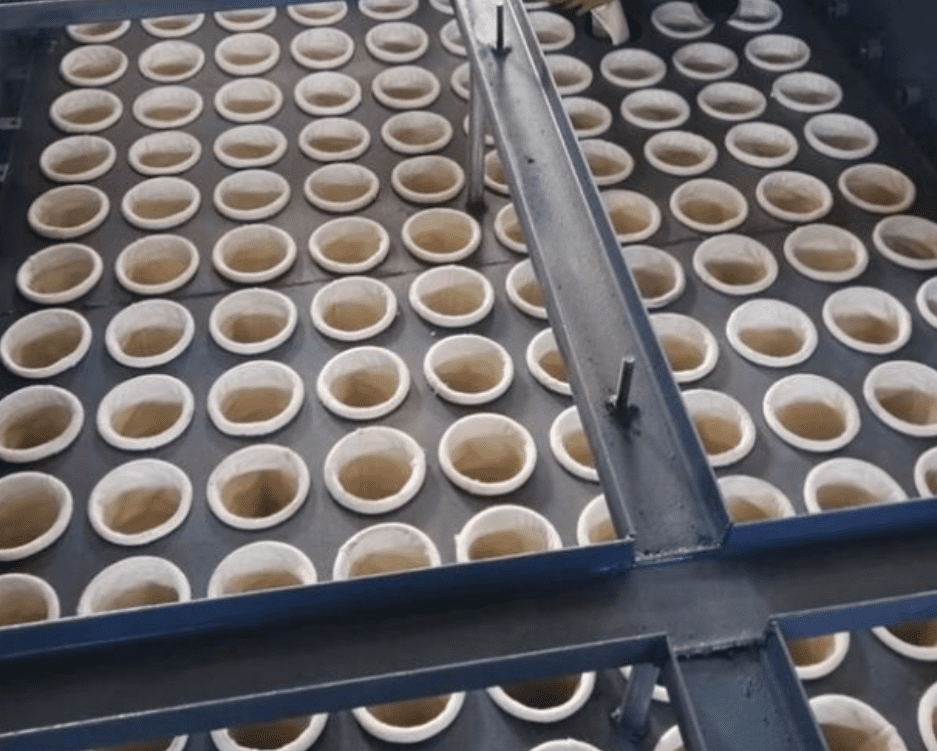
Os sacos filtrantes são muito importantes para o controlo de poeiras em diferentes indústrias, mas ocorrem frequentemente incidentes de incêndio com estes sacos. Estes incidentes podem resultar em grandes prejuízos financeiros...
O que é um transportador de corrediça de ar? Um transportador de ar é um sistema de baixo consumo de energia e livre de manutenção, concebido para transportar materiais em pó ou granulados (como cimento, cinzas volantes,...
A elevada eficiência e o baixo consumo de energia do processo de moagem de cimento foram sempre os objectivos das empresas produtoras. "Melhorar a capacidade do moinho" é um...
Este artigo aborda a excelente eficiência de remoção de poeiras dos colectores de poeiras de sacos em centrais eléctricas de incineração de resíduos, alcançando uma eficiência superior a 99,8% e chegando mesmo a 99,99%....
Na produção moderna de cimento, o bom funcionamento do transportador de corrediça de ar é crucial. Recentemente, uma fábrica de cimento deparou-se com vários incidentes de bloqueio durante operações de teste. Estes...
Os filtros de mangas de jato pulsante são essenciais em indústrias como as fábricas de cimento. Mas os bloqueios podem atrasá-lo. Não se preocupe - aqui está um guia simples para manter o seu...
Uma empresa parceira possui um moinho de bolas de Φ4,2m×13m. O seu sistema de moagem de cimento é composto por uma prensa de rolos CLF180-120 (capacidade de 850 t/h, 1400kW×2), um...
Uma casa de sacos é um dispositivo eficiente que capta poeiras e partículas dos gases de escape industriais. Encontra ampla aplicação em várias indústrias, incluindo cimento, metalurgia,...