Notícias Qual é o ângulo de inclinação máximo para transportadores de correia que transportam pó? 2026-02-11
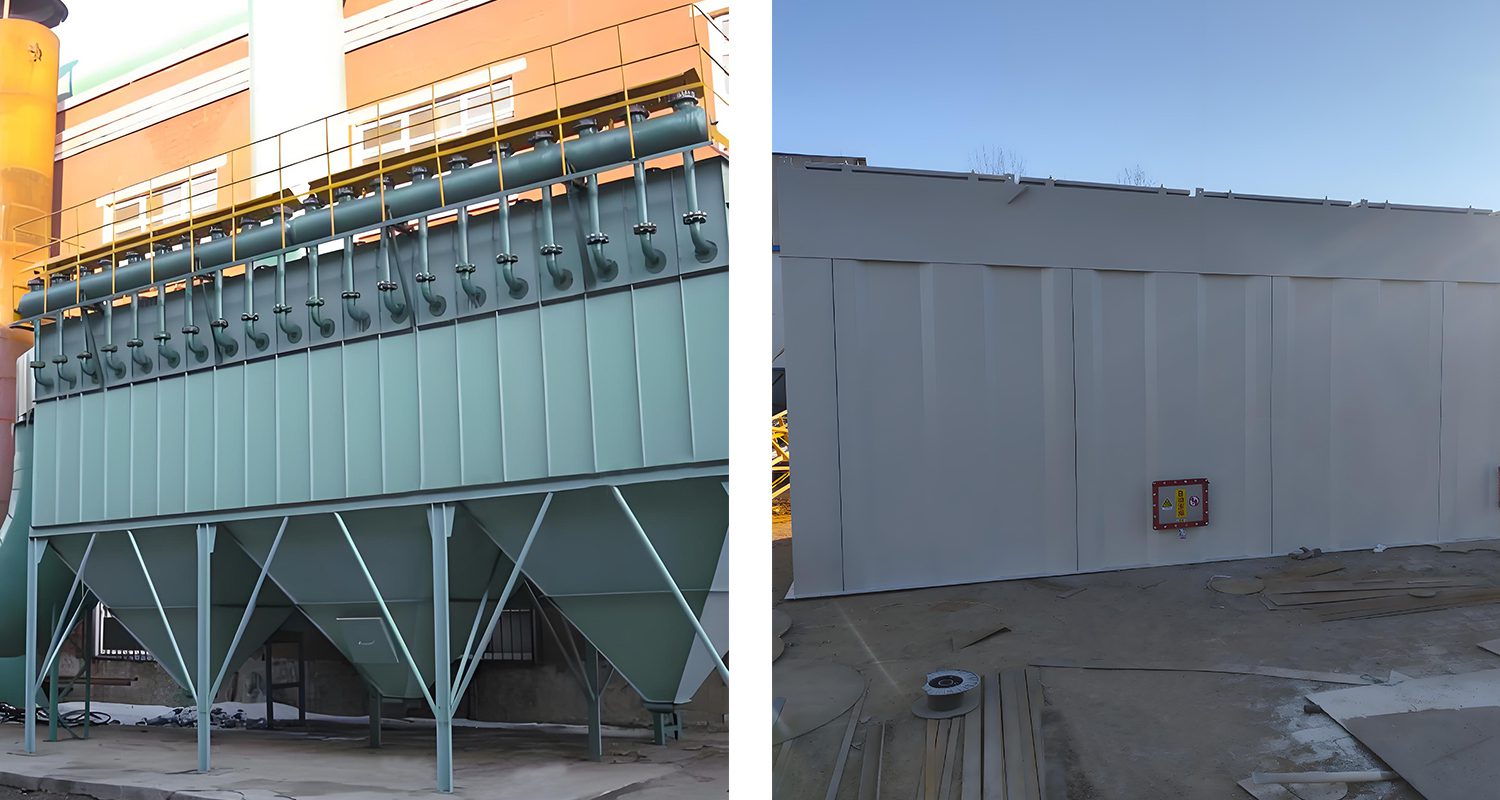
Notícias Guia para a seleção de filtros de mangas para fábricas de cimento: Dicas para conformidade e operação eficientes 2026-02-06
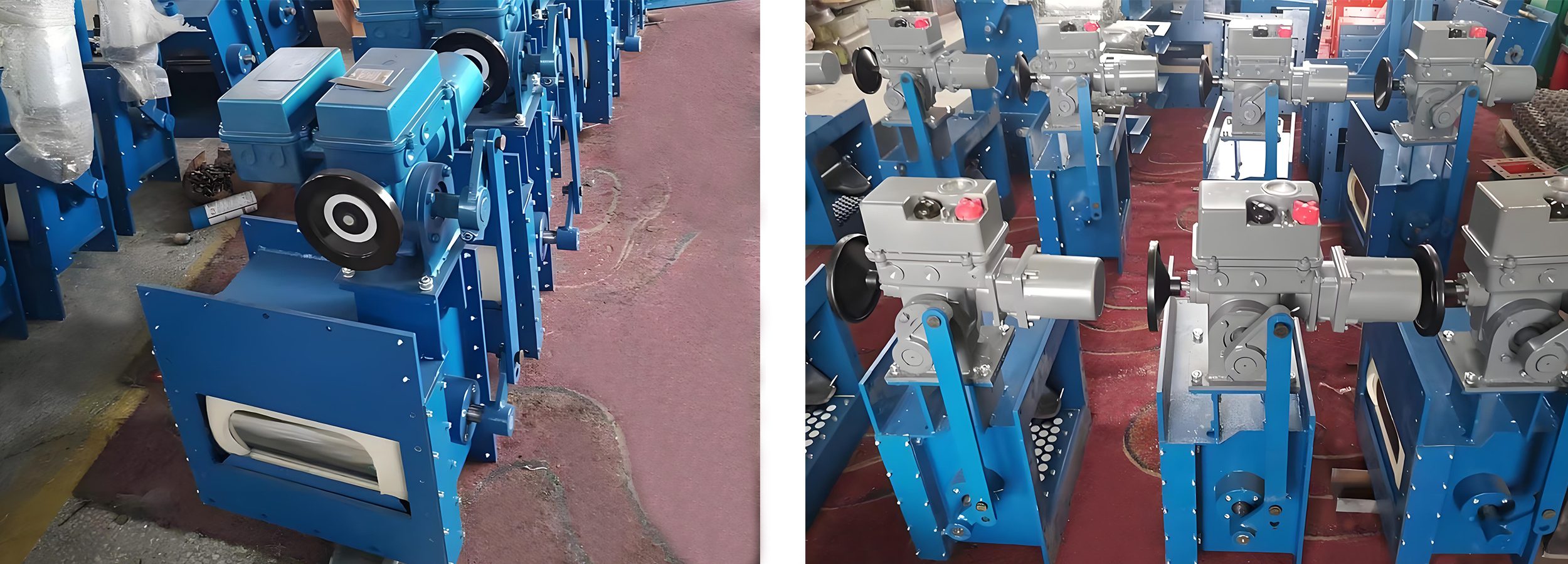
Notícias Como escolher entre válvulas de controlo pneumáticas e eléctricas em fábricas de cimento 2026-02-02
Notícias Seleção de transportadores para fábricas de cimento: O guia definitivo para o transporte horizontal de materiais a granel 2026-01-27
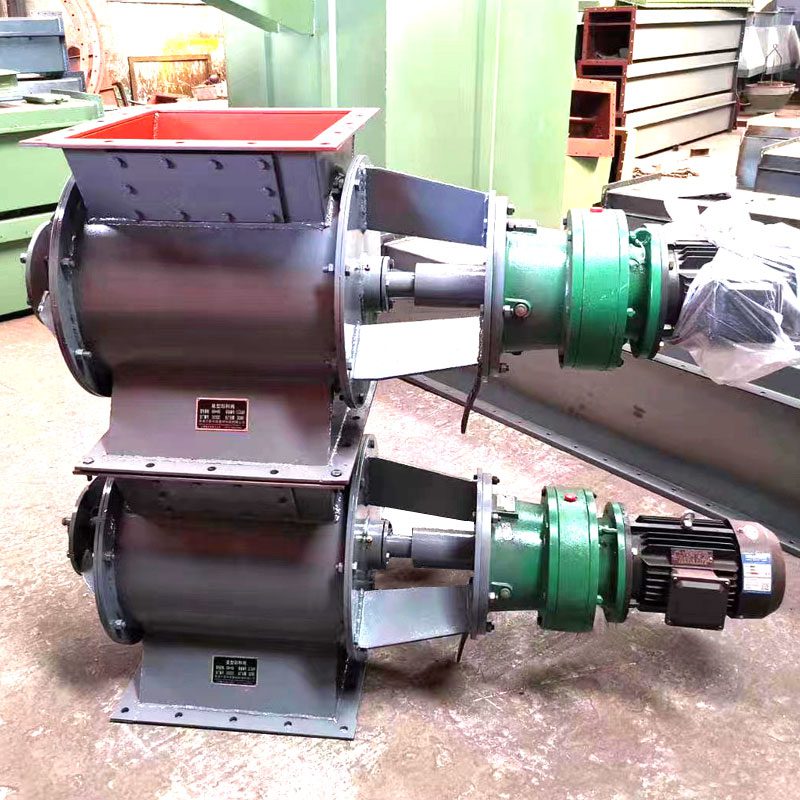
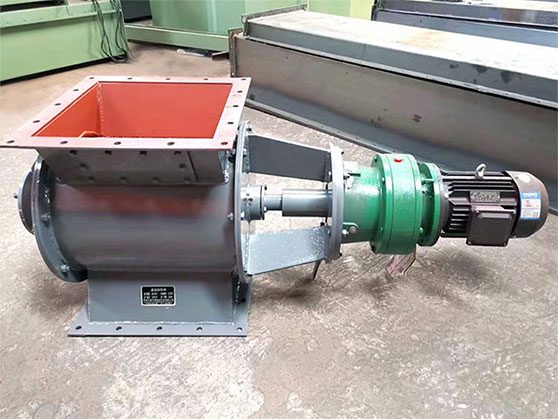
Notícias Comportas de controlo de fluxo: O motor que impulsiona a precisão e a eficiência na indústria moderna 2025-12-26
Notícias Controlo do rácio ar/pano do filtro de mangas: Um fator chave para a eficiência e segurança operacional 2025-12-16
Notícias Com que frequência devem ser substituídos os “sacos de filtro” num filtro de mangas? 2025-12-08