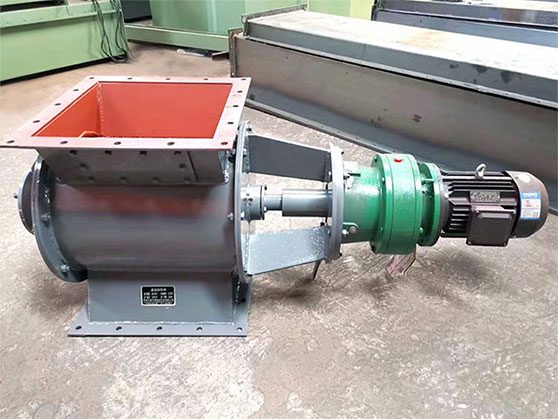
Rotary valves are essential equipment in industrial applications, widely used in cement, food processing, chemical, and other industries. A rotary feeder valve operates by using...
Промышленные работы создают много пыли. Когда пыль накапливается и сталкивается с источником воспламенения, это может привести к катастрофическим взрывам. Чтобы сделать работу более безопасной,...
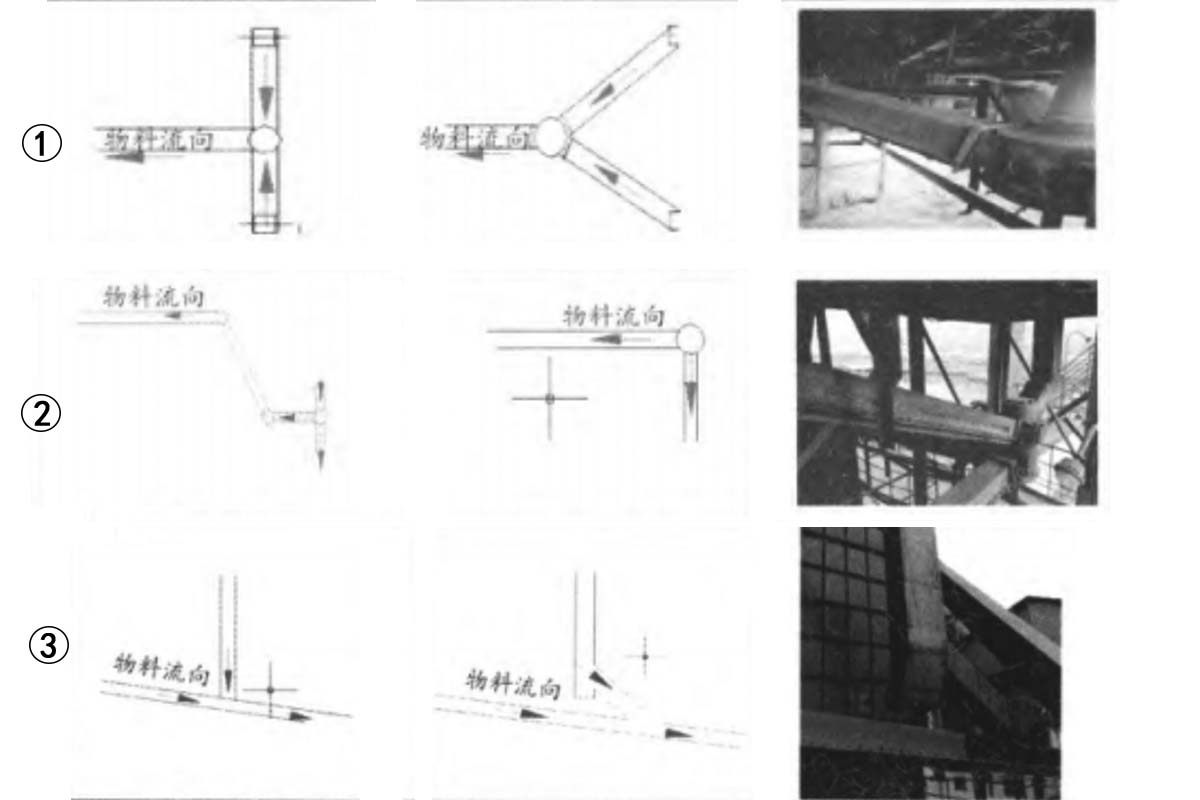
Ленточные конвейеры очень важны на заводах и производственных линиях. Они помогают экономить время и значительно сокращают трудозатраты. Однако часто встречающиеся неисправности...
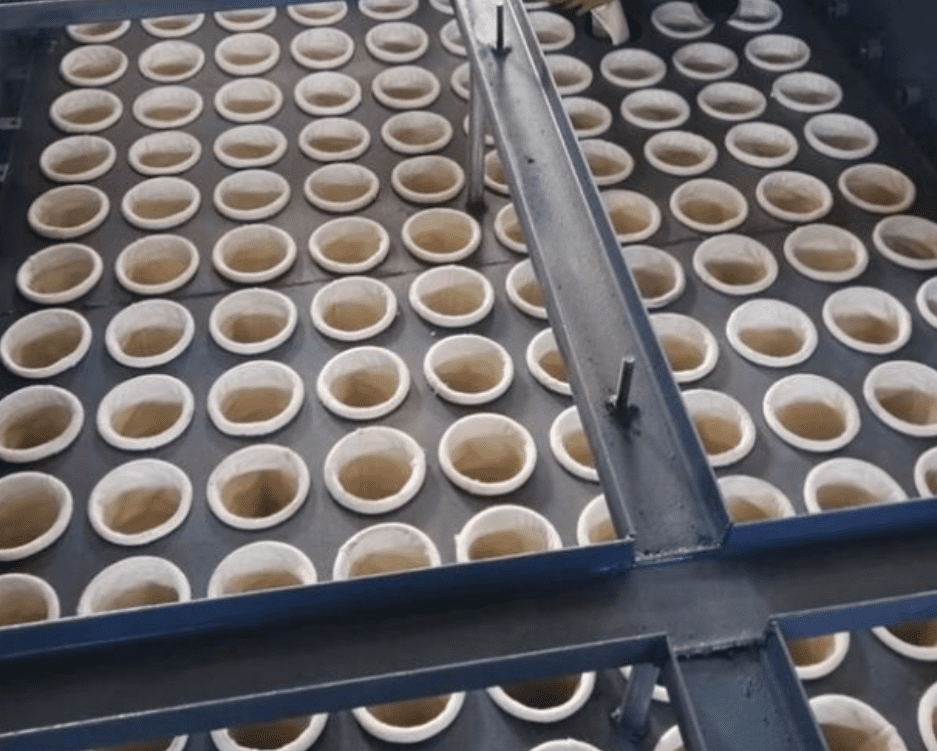
Фильтровальные мешки очень важны для борьбы с пылью в различных отраслях промышленности. Однако часто случаются инциденты с возгоранием этих мешков. Эти инциденты могут привести к большим финансовым...
Что такое конвейер с воздушной горкой? Воздушная горка - это малоэнергоемкая, не требующая обслуживания система, предназначенная для транспортировки порошкообразных или гранулированных материалов (таких как цемент, летучая зола,...
Высокая эффективность и низкое энергопотребление процесса помола цемента всегда были целью производственных компаний. "Повышение производительности мельницы" - это...
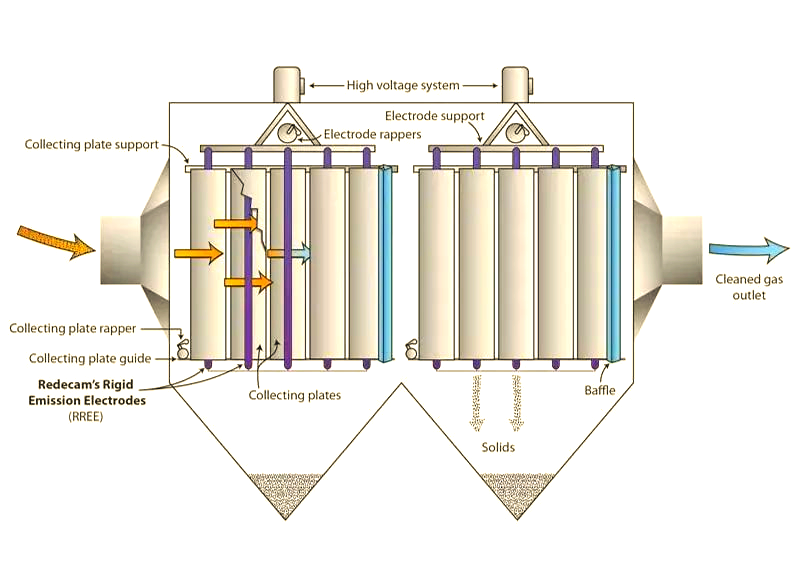
В этой статье рассказывается о превосходной эффективности пылеудаления рукавных пылеуловителей на электростанциях по сжиганию мусора, достигающей более 99,8% эффективности и даже доходящей до 99,99%....
В современном цементном производстве бесперебойная работа воздушного скользящего конвейера имеет решающее значение. Недавно на одном цементном заводе во время пробных операций произошло несколько случаев засорения. Эти...
Рукавные фильтры с импульсной струей необходимы в таких отраслях промышленности, как цементные заводы. Но их засорение может замедлить Вашу работу. Не волнуйтесь - вот простое руководство по поддержанию Вашего...
Компания-партнер владеет шаровой мельницей Φ4,2×13 м. Ее система помола цемента состоит из вальцового пресса CLF180-120 (производительность 850 т/ч, 1400кВт×2), V-образного...
Багхаус - это эффективное устройство, которое улавливает пыль и твердые частицы из промышленных выхлопных газов. Оно находит широкое применение в различных отраслях промышленности, включая цементную, металлургическую,...