Добро пожаловать в новости компании Darko! Это место, где вы можете получить доступ к последним обновлениям отрасли, информации о продукции и профессиональным знаниям. Мы предоставляем подробные аналитические материалы, практические руководства и истории успеха, чтобы помочь вам лучше понять рынок и улучшить свой бизнес. Независимо от того, являетесь ли вы клиентом, партнером или энтузиастом отрасли, наш блог призван обеспечить вас ценной информацией и уникальными перспективами.
Преимущества, которые новости могут принести клиентам, включают в себя:
Будьте в курсе последних событий
Клиенты могут своевременно узнавать о новых продуктах, услугах и важных событиях компании, поддерживая свою информацию в актуальном состоянии.
Получение информации о промышленности
Новости часто содержат отраслевые тенденции и анализ рынка, помогая клиентам лучше понять рыночную ситуацию.
Укрепление доверия
Прозрачное распространение информации помогает укрепить доверие клиентов к компании, повышая лояльность к бренду.
Откройте для себя новые возможности
Клиенты могут узнавать о новых продуктах и услугах из новостей, что позволяет им использовать потенциальные возможности для бизнеса.
Улучшение процесса принятия решений
Получая актуальную информацию, клиенты могут принимать более взвешенные решения о покупке, снижая риск.
Поощряйте взаимодействие
Клиенты могут взаимодействовать с компанией через комментарии или отзывы, что усиливает их чувство причастности и сопричастности.
Получите профессиональные знания
Новости, как правило, содержат мнения экспертов отрасли, предоставляя клиентам ценные знания и советы.
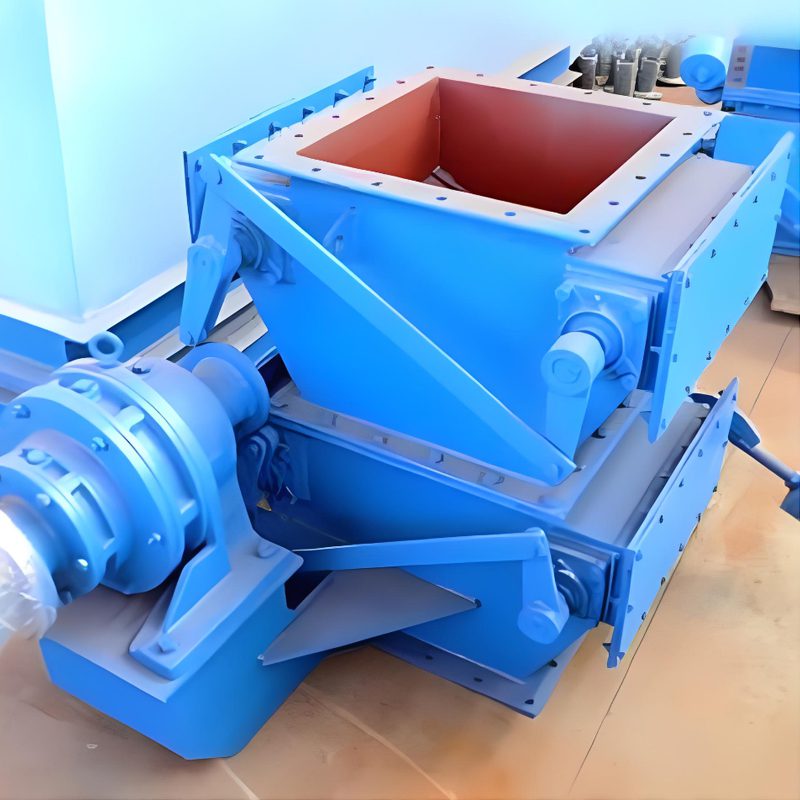
Введение в двойные разгрузочные клапаны Двойные разгрузочные клапаны (также известные как клапаны с двумя заслонками или разгрузочные клапаны с двумя задвижками) являются важнейшими компонентами в порошковых и гранулированных...
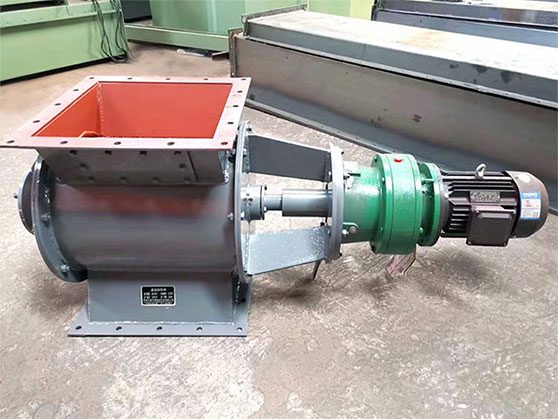
Поворотные клапаны - это незаменимое оборудование в промышленности, широко используемое в цементной, пищевой, химической и других отраслях. Ротационный клапан работает за счет использования...
Промышленные работы создают много пыли. Когда пыль накапливается и сталкивается с источником воспламенения, это может привести к катастрофическим взрывам. Чтобы сделать работу более безопасной,...
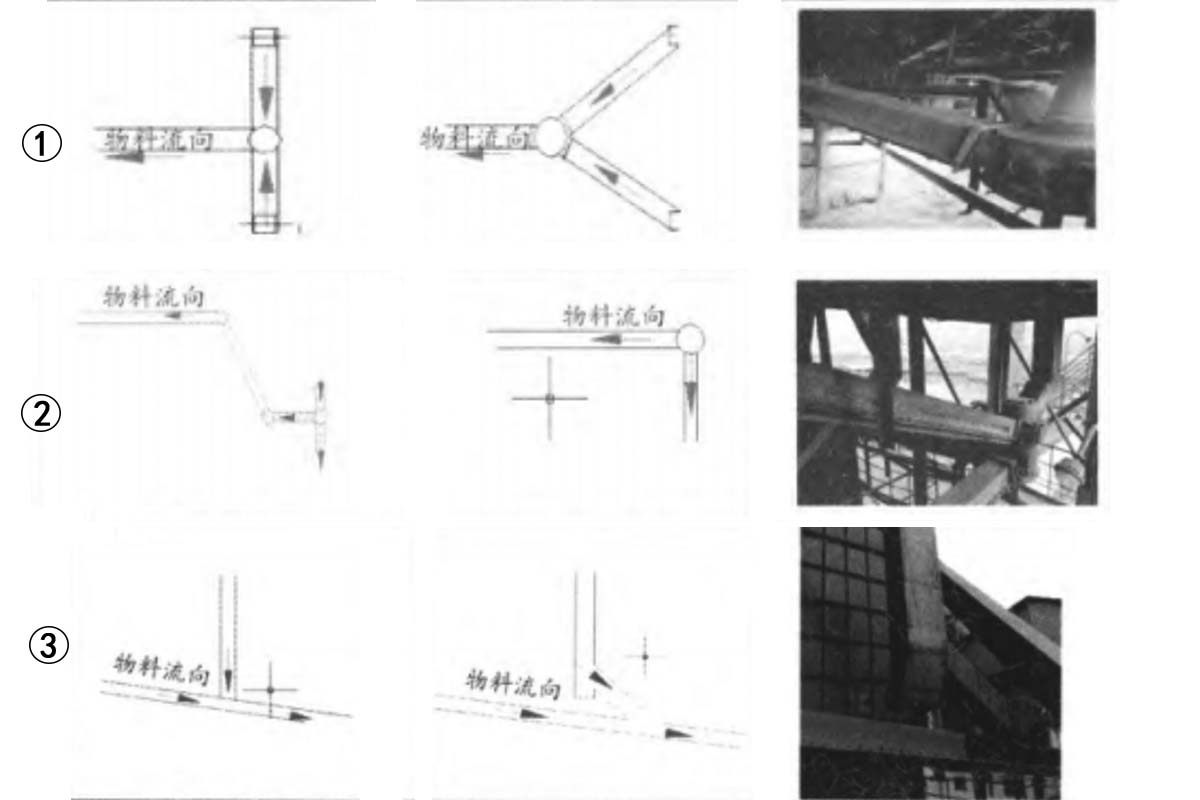
Ленточные конвейеры очень важны на заводах и производственных линиях. Они помогают экономить время и значительно сокращают трудозатраты. Однако часто встречающиеся неисправности...
Фильтровальные мешки очень важны для борьбы с пылью в различных отраслях промышленности. Однако часто случаются инциденты с возгоранием этих мешков. Эти инциденты могут привести к большим финансовым...
Что такое конвейер с воздушной горкой? Воздушная горка - это малоэнергоемкая, не требующая обслуживания система, предназначенная для транспортировки порошкообразных или гранулированных материалов (таких как цемент, летучая зола,...
Высокая эффективность и низкое энергопотребление процесса помола цемента всегда были целью производственных компаний. "Повышение производительности мельницы" - это...
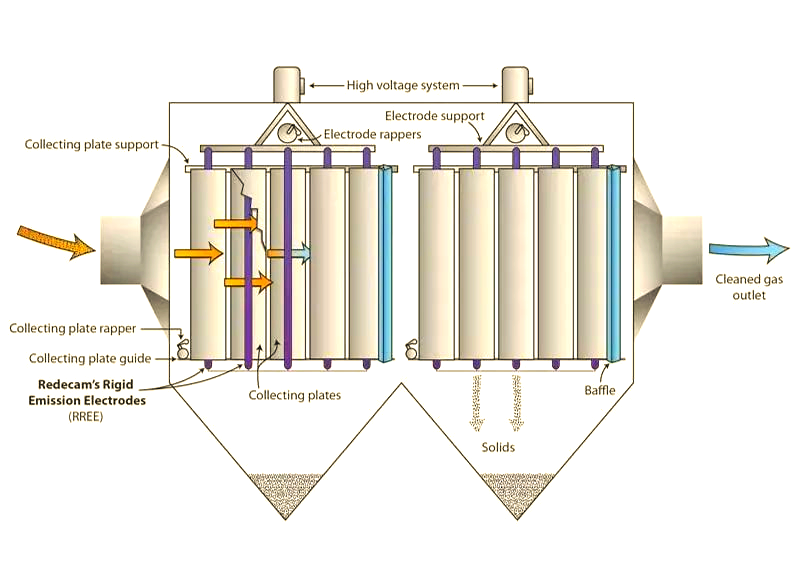
В этой статье рассказывается о превосходной эффективности пылеудаления рукавных пылеуловителей на электростанциях по сжиганию мусора, достигающей более 99,8% эффективности и даже доходящей до 99,99%....
В современном цементном производстве бесперебойная работа воздушного скользящего конвейера имеет решающее значение. Недавно на одном цементном заводе во время пробных операций произошло несколько случаев засорения. Эти...
Рукавные фильтры с импульсной струей необходимы в таких отраслях промышленности, как цементные заводы. Но их засорение может замедлить Вашу работу. Не волнуйтесь - вот простое руководство по поддержанию Вашего...
Компания-партнер владеет шаровой мельницей Φ4,2×13 м. Ее система помола цемента состоит из вальцового пресса CLF180-120 (производительность 850 т/ч, 1400кВт×2), V-образного...